
Induction Brazing Machines & Systems
Induction brazing is the process of joining two or more metals using induction heating. Induction heating utilizes the electromagnetic field to provide heat without contact or flame. Induction brazing is more localized, repeatable, and easier to automate compared to traditional torch brazing.
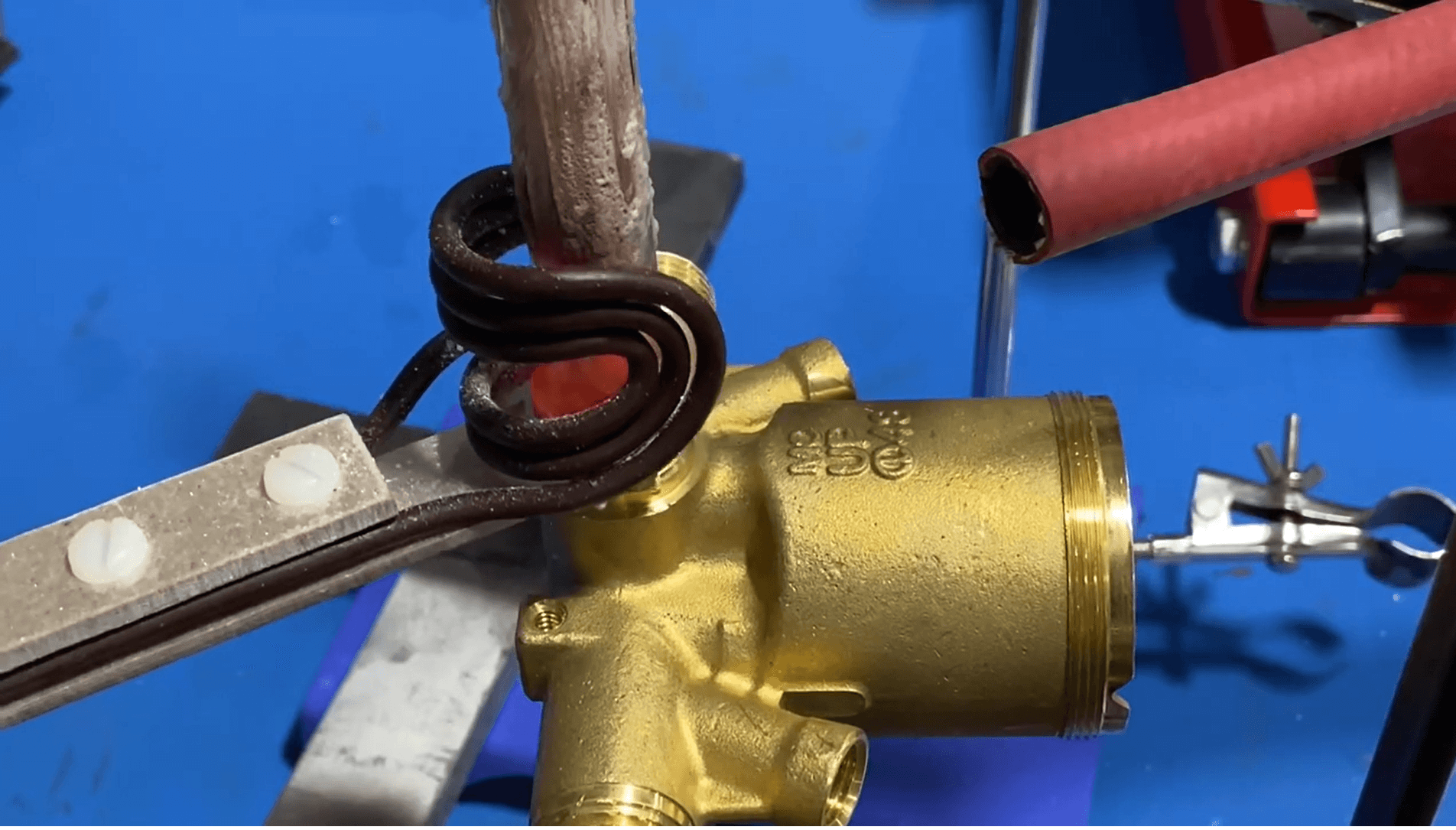
The main advantage of induction brazing is its precisely localized heat. The induction heating coil can be placed directly on the joint, providing a more consistent amount of heat than a torch. Another advantage is that induction brazing is more repeatable than traditional brazing. The induction brazing process has a predictable heat profile (essentially, the amount of heat provided over time), which is more consistent than traditional brazing and can be automated. It does not depend on operator’s skills as much as the torch brazing.
Induction brazing is a relatively new process, and it is not yet widely used. However, it is gaining popularity among manufacturers and is expected to continue to grow in the coming years.
Induction brazing can be used to join a wide variety of metals, including nickel, copper, cobalt, titanium, and steel. Some non-metals, such as ceramics, graphite, and glass can also be brazed using induction. It is a great way to join dissimilar metals and alloys, thanks to its localized heat and ability to join metals without melting them. Because induction brazing uses electromagnetic fields rather than flame, it can be used in many places where flame brazing is not possible or not safe.












































































































Fill out our Application Evaluation Form to get started! By providing detailed information about your specific requirements, our team of experts can evaluate and recommend the best induction heating solutions tailored to your needs. This complimentary service includes an analysis and customized solutions to optimize your industrial process.
