
Objective
Induction brazing of magnetic steel parts
Equipment
UltraHeat W Series Power Supply
HS-8 Heat Station
Materials
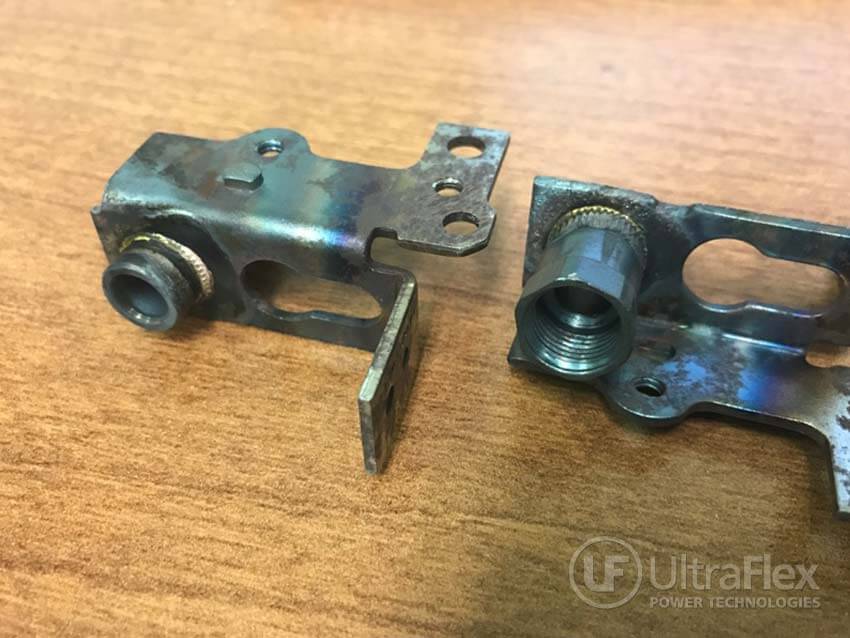
• Magnetic steel
• Threaded fitting
• Alloy ring
Test 1
Power:
4.8 kW
Temperature:
814-843° C (1500-1550° F)
Time: 18-19 seconds for two assemblies
Test 2
Power:
8.7 kW
Temperature:
814-843° C (1500-1550° F)
Time: 12-14 seconds for two assemblies
Test 3
Power:
2.87 kW
Temperature:
814-843° C (1500-1550° F)
Time: 12 seconds for two assemblies
Process Steps:
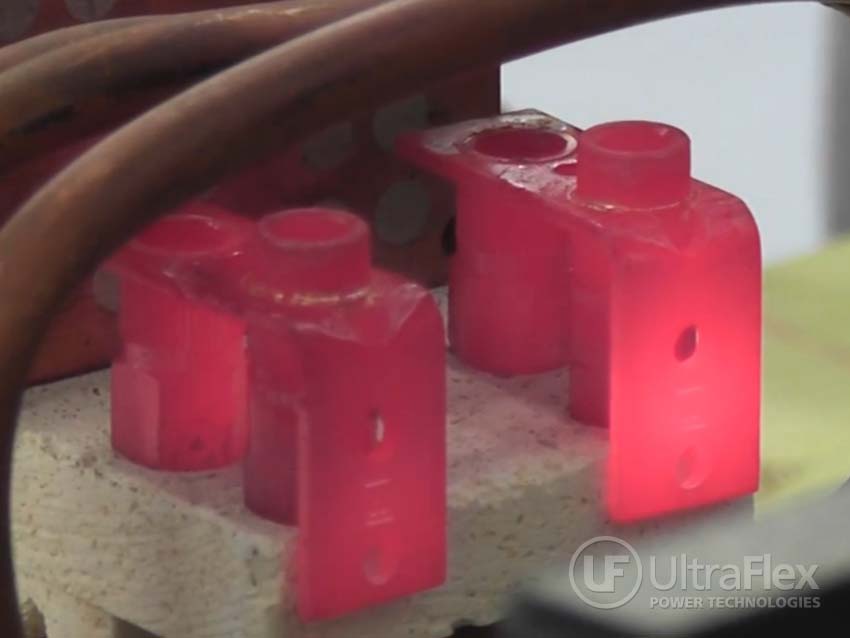
- Utilizing an available lab coil, assemblies were supported on a ceramic block placed in the load coil. A support platform was set up in place of a process fixture in order to test the braze heating two identical assemblies at once.
- We used a two turn round coil to initially determine if the top of the fitting could be heated sufficiently and carry the heat to the support bracket to flow the alloy into the interface. The bracket did not reach sufficient temperature.
- Based on these initial tests, a larger coil was used and set at an angle to force the current though the bracket and get the mating components to reach the same temperature, pulling the alloy into the interface.
- A production coil can be deigned and fabricated to heat two identical assemblies simultaneously by approximately doubling the heating time using the 5 kW power supply.
Results and Conclusions:
- Tuning the power supply to maximum a 5 kW unit, the parts were located in the coil per the attached video (1) and heated to flow the rings (one per assembly) in an average time of 19 seconds for two assemblies.
- The test was repeated with the system tuned to a 10 kW unit, resulting in a braze time for two identical assemblies in 12-14 seconds.
- The location fixture to be developed by the customer will dictate if the coil opening can be made slightly tighter to the targets, which would result in reducing the heat time by 1-1.5 seconds. The coil can also be optimized to slightly improve the heat cycle time.
Pictures











Subscribe to our YouTube Channel
Video Test 1
Video – Test 2
Video – Test 3
Request information or contact us about this application. Reference info: Application Note 3463-4848
