
Objective
Debrazing copper to stainless steel. Cryogenic Pumps and Housings.
Equipment
UPT M35 & HS35/150
Test 1
Materials
Cryogenic Pumps and Housings – Copper cap (2” (25.4mm) OD, 3” (76.2mm) long, 0.15” (3.81mm) thick wall, sits on stainless steel shaft 1.4” (3.81mm) deep), stainless steel shaft (1.7” (43.18mm) OD, 6” (152.4mm) long and attached to larger mass when it ends, 0.1”(2.54mm) thick.)
Power: 25 kW
Temperature: 1145°F +(618°C)
Time: Under 40 seconds
Test 2
Materials
Cryogenic Pumps and Housings – Copper Sleeve (3.6” (91.44mm) OD, 0.1”(2.54mm) thick wall that is 2.7” (68.5mm) tall, 3.8” (96.52mm) OD lip on the bottom that is 0.6”(15.2mm) tall with a thickness of approximately 0.85”(21.5mm), part with lip is 3.14”(79.7mm) tall overall, SS shaft sits 2.66” (67.5mm) deep), SS Shaft (3.4”(86.3mm) OD, 3.2”(81.2mm) ID, over 7.5”(190.5mm) tall, has smaller cap and shaft attached on one end and a larger 8”(203.2mm) base at the other)
Power: 16.06kW
Temperature: 1145°F + (618°C)
Time: 1 minute 30 seconds to 3 minutes
Test 3
Materials
Cryogenic Pumps and Housings – Copper Sleeve (3.5” (88.9mm) OD, 0.1” (2.54mm) thick wall that is 2.1” (53.3mm) tall, 5.3” (134.6mm) OD lip on the bottom that is 0.74” (18.7mm) tall with a thickness of approximately 1” (25.4mm), part with lip is 2.8” (71.1mm) tall overall, stainless steel shaft sits 2.66” (67.5mm) deep), stainless steel shaft (3.35”(85.0mm) OD, 3.2” (81.2mm) ID, over 7.5” (190.5mm) tall, has smaller cap and shaft attached on one end and a larger 5.5” (139.7mm) base at the other)
Power: 9.09kW
Temperature: 1145°F + (618°C)
Time: approximately 20 to 30 seconds
Test 4
Materials
Cryogenic Pumps and Housings – Copper cap (2.7” (68.5mm) OD, 2.85” (72.3mm) high, 0.6” (15.2mm) wall, sits on stainless steel shaft 1.4” (35.5mm) deep), stainless steel shaft (1.54” (39.1mm) OD, 0.9” (22.8mm) thick wall, 6.5″ (165.1mm) high and attached to larger mass when it ends) additional stainless steel cap on the other side of the copper, 2.44” (61.9mm) OD, 0.8” (20.3mm) high or more, 0.88” (22.35mm) stem on top that is 1.4” (35.5mm) tall with 0.66” (16.7mm) ID
Power: 14kW
Temperature: 1145°F + (618°C)
Time: 1 minute 50 seconds
Results and Conclusions:
Test 1: Test started with much lower power and ramped up to 25 kW after 15 seconds. The debraze was successful.
Recommended to use a tighter coil that wraps around only half of the copper cap. This would concentrate the heat at only the location of where the alloy is and should decrease the heat time.
Test 2: Test was done with an oversized coil due to clearance issues created by the lip on the part. The approximate time for full cycle is 20 to 30 seconds. The lower frequency seemed to be beneficial for the application by causing the field to penetrate deeper past the copper and into the steel itself, resulting in quicker heat times.
Test 3: Test was done with 14 kW to simulate the time cycle necessary for our UPT-W15/150 induction system. This part will require the longest heat time due to the mass of the copper. Heat times can be decreased by using a larger power supply.
The heat times for all the tests can be improved upon by optimizing the coils for the specific parts and by lowering the frequency. A temperature controller and pyrometer are strongly recommended to ensure no damage is done to the parts if going with a larger induction system. If using a 15kW system, the temperature controller and pyrometer are still recommended but the risk of part damage is reduced.
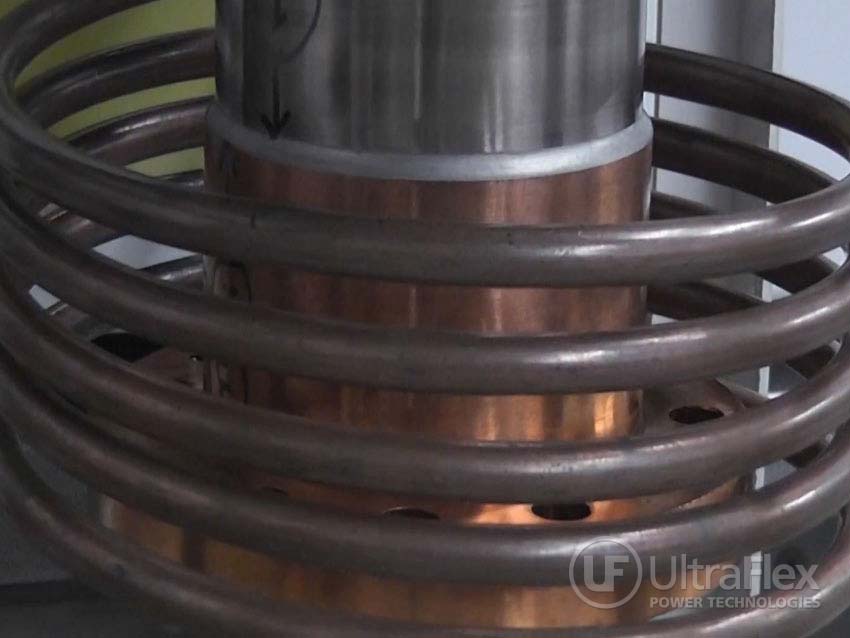
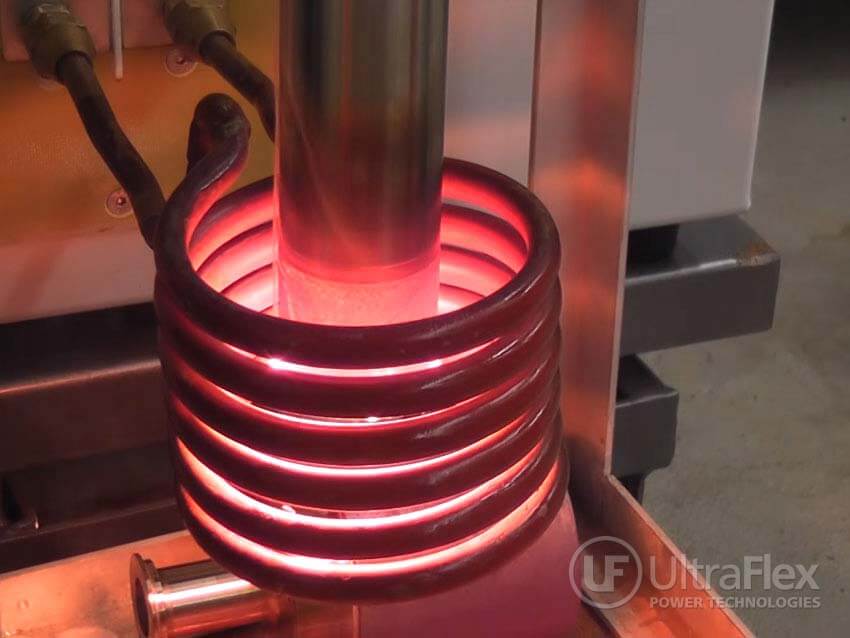
Pictures






Subscribe to our YouTube Channel
Video Test 1
Video – Test 2
Reference info: Application Note 3463-4881
