
Objective
The customer’s application is brazing a heat exchanger. There are “U” returns that are brazed to the receiving tubes on the heat exchanger. These returns are used to flow the water through the heat exchanger, and keep the unit cooled. Brazing tests were conducted with flux and without flux at the customer’s request. The current process is done with a torch.
Equipment
Ultraheat UPT-S5 Power Supply
HS-4 Heat Station
Materials
• Brazing preform
• Brazing flux (Test 1 only)
Key Parameters
Temperature: 1400-1450°F (760-788°C)
Power: 2.35 kW
Time: 35 sec for first part; less for later parts, as heat is retained.
Process:
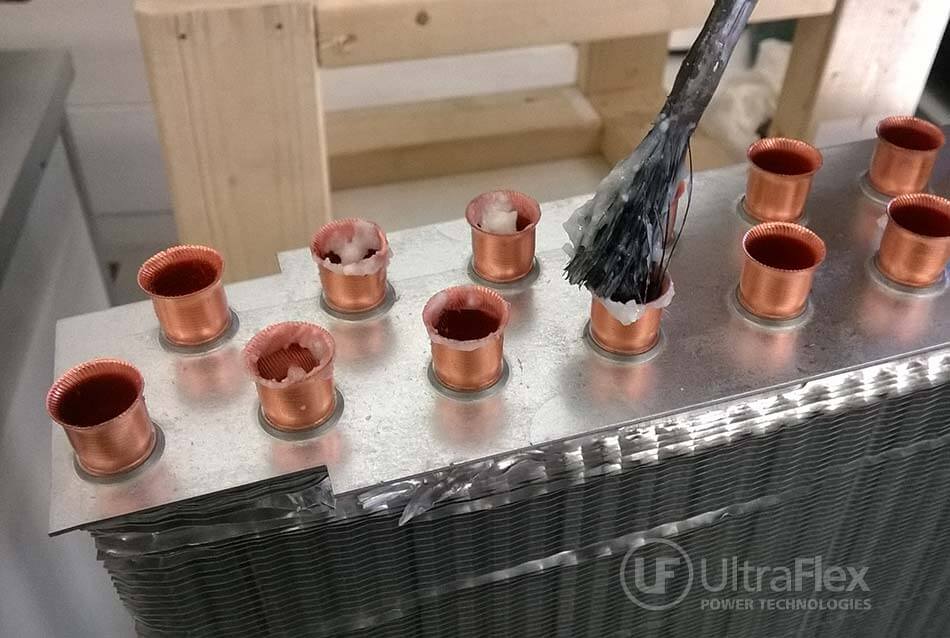
- For Test 1, we pre-coated the U return braze ring and receiving tube with white braze flux; then assembled the heat exchange unit with 13 U returns. (One set of tubes was left open for the customer to pressure test the assembly). For Test 2, the unit was assembled without flux.
- By moving the coil and heat station up/down, the assembly was moved in position to braze the components together.
- We placed a copper shield “comb” under four receiving tubes to shield the plated carbon steel plate from the RF Field and heated the section to flow the phosphor bronze alloy pre-formed rings to braze on both sides of the U-bend simultaneously.
- Heat time for the initial braze was recorded at 35 seconds – subsequent brazes required less time as the unit retains some heat following each cycle.
Results/Benefits:
Enables in-sourcing of an assembly process that has been done by a supplier. Avoids costly delays in processing.
- Precise control of the time and temperature
- Power on demand with rapid heat cycles
- Repeatable process, not operator dependent
- Safe heating with no open flames
- Energy efficient heating
Pictures









Subscribe to our YouTube Channel
Video
Request information or contact us about this application.
