
Objective
The purpose of this test was to braze steel assemblies using copper rings as alloy.
Recommended Equipment
The recommended equipment for this test is the UltraHeat W10/150 with the HS-8 heat station.
Materials
SP6444-204 Rev DD1 (W198015MX), 0.19” (4.82mm) tubing OD, 0.3”(7.62mm) fitting OD, 7.75”(196.8mm) length assembled, copper filler ring, tail fitting on both sides.
Power: 2.32kW Avg. (after curie)
Temperature: Over 1600°F (871°C)
Time: 40 seconds for braze cycle
Materials
SP3259-030 Rev 01 (W196664MX), 0.375”(9.52mm) tube OD, 0.5”(12.7mm) fitting OD, 4.5”(114.3mm) overall length assembled, copper filler ring, tail fitting
Power: 2.16kW Avg. (after curie)
Temperature: Over 1600°F (871°C)
Time: 36 seconds for braze cycle
Materials
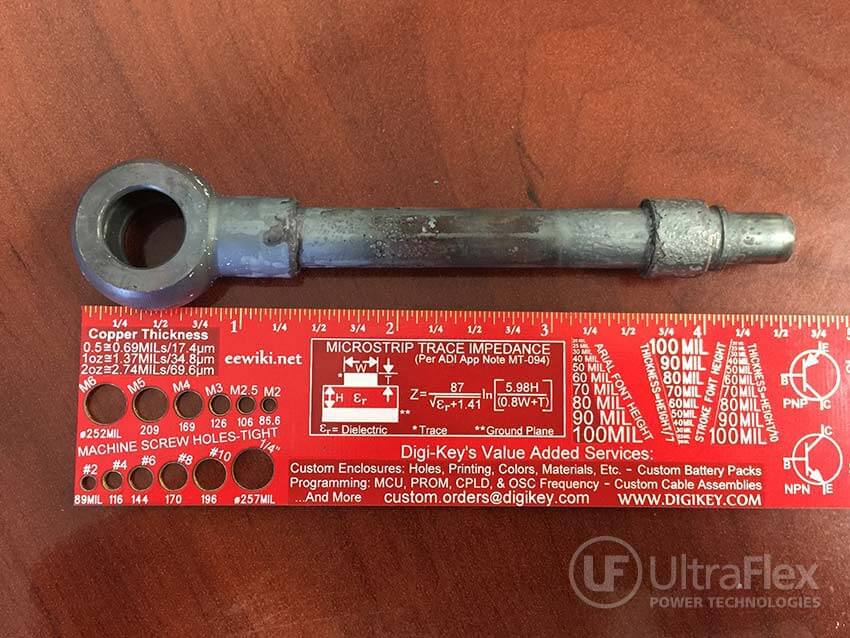
SP3259-030 Rev 01 (W196664MX), 0.375”(9.52mm) tube OD, 0.5”(12.7mm) fitting OD, 4.5”(114.3mm) overall length assembled, copper filler ring, banjo fitting
Power: 2.40kW Avg. (after curie)
Temperature: Over 1600°F (871°C)
Time: 45 seconds for braze cycle
Materials
SP3259-022 Rev 01 (W196655MX), 0.5”(12.7mm) tube OD, 0.6”(15.24mm) fitting OD, 3.5”(88.9mm) overall length assembled, copper filler ring, tail fitting
Power: 9.46kW maximum
Temperature: Over 1600°F (871°C)
Time: 10 to 15 seconds to temperature for braze cycle
Materials
SP3259-022 Rev 01 (W196655MX), 0.5”(12.7mm) tube OD, 0.6”(15.24mm) fitting OD, 3.5”(88.9mm) overall length assembled, copper filler ring, banjo fitting
Power: 9.23kW maximum
Temperature: Over 1600°F (871°C)
Time: 10 to 15 seconds to temperature for braze cycle
Recommendations:
An IR system and temperature controller are highly recommended for this application. It will keep the part from overheating and hold it at temperature which will allow the alloy to flow correctly around the braze joint and improve the braze quality and time cycles. A nitrogen or argon atmosphere is recommended to prevent oxidation.
Pictures







Subscribe to our YouTube Channel
Video Test 1
Video – Test 2
Video – Test 3
Video – Test 4
Video – Test 5
Reference info: Application Note 3463-4853
