
Objective
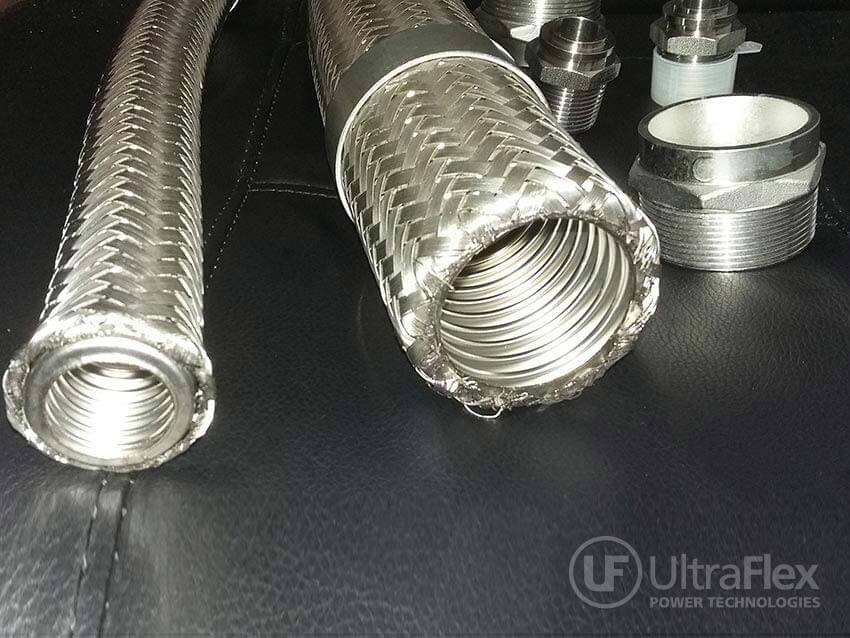
Brazing of stainless steel fittings to corogated (SS) hoses. The hoses are with sizes ID 1.575in (40mm) and ID 2.99in (76 mm). The customer has never used induction heating before and is not familiar with the induction process. The goal of this test is to prove the strength of the joints.
Equipment
W15/150
HS-8
Materials
• Flexible metal hose
• Ag45Sn brazing alloy
Test 1
Key Parameters
Flexible metal hose with ID 1.575in (40mm)
Equipment: W15/150, HS-8, custom coil – ID 1.654in (42mm), 1 turn
Temperature: approximately 1382°F (750°C)
Power: Pre-curie – 5 kW
Time: 38 seconds
Test 2
Key Parameters
Flexible metal hose with ID 2.913in (74mm)
Equipment: W15/150, HS-8, custom coil – ID 2.992in (76mm), 1 turn
Temperature: approximately 1382°F (750°C)
Power: Pre-curie – 5 kW
Time: 1 minute 26 seconds
Process:
- Hose and fittings are prepared with borax flux paste in the surface area.
- Brazing rod is prepared in form of a ring fitting around the diameter of the joint.
- The hose and the fittings are placed into the coil.
- Induction heating is applied to the area until the braze is completed.
Results/Benefits:
- Power supply SM-5/200 (5 kW) and heat station HS-5W will meet the requirements for this process.
- For better performance for bigger diameter joints, we recommend power supply W10/150 (10 kW) and heat station HS-8. A special custom coil can be designed as well.
- For the tests, static induction was used (see video), but flexible leads and coil or our UBraze assembly are also recommended.
Induction heating provides:
- Strong durable joints
- Selective and precise heat zone, resulting in less part distortion and joint stress
- Less oxidation
- Faster heating cycles
- More consistent results and suitability for large volume production, without the need for batch processing
- Safer than flame brazing
Pictures




Subscribe to our YouTube Channel
Video
Request information or contact us about this application. Reference info: Application Note 3464-4053
