
Objective
Brazing corrugated tubing to a stainless steel pipe and brazing the same tubing to a stainless steel cap on the other end.
Equipment
UPT W10/150 Power Supply
HS-8
4-turn coil
Test 1
Materials
Stainless steel cap
Corrugated tubing
Brazing alloy
Brazing flux
Power: 9.83 kW
Temperature: Approximately 1400° F (760° C)
Time: 20 sec
Test 2
Materials
Stainless steel pipe
Corrugated tubing
Brazing alloy
Brazing flux
Power: 9.77 kW
Temperature: Approximately 1400° F (760° C)
Time: 26 sec
Process:
Test 1
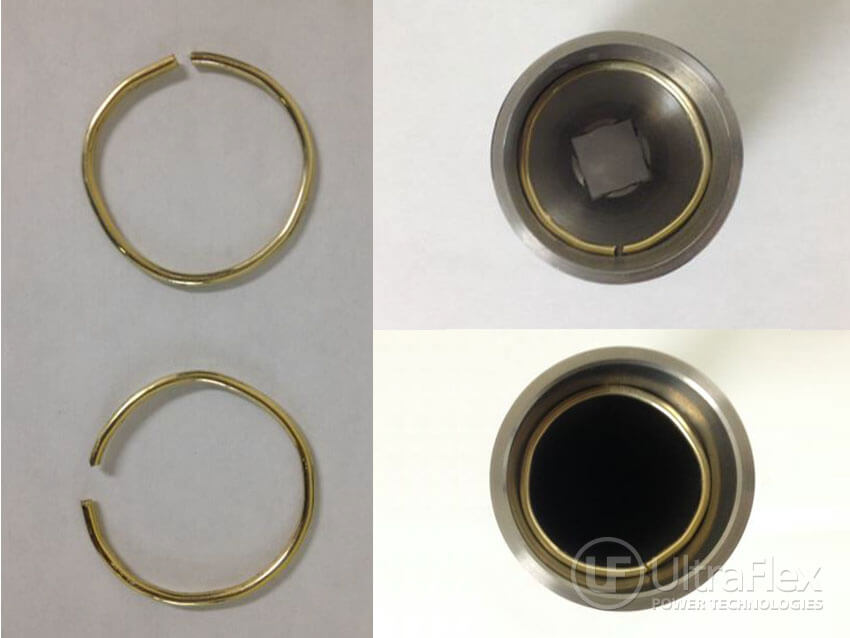
- Pre-formed rings were made from Harris Safety-Silv 45 brazing alloy.
- Brazing flux was applied where the brazing alloy will sit. Extra rings can be inserted if additional strength is required at the braze joint.
- Brazing flux was applied to the end of the corrugated tubing.
- Cap was placed onto the tubing and positioned in coil. The part should be positioned so that the braze joint is in the center of the coil for optimum results. Once the alloy begins to flow, a small amount of pressure on the cap is recommended to seat the part evenly on the corrugated tubing.
Test 2
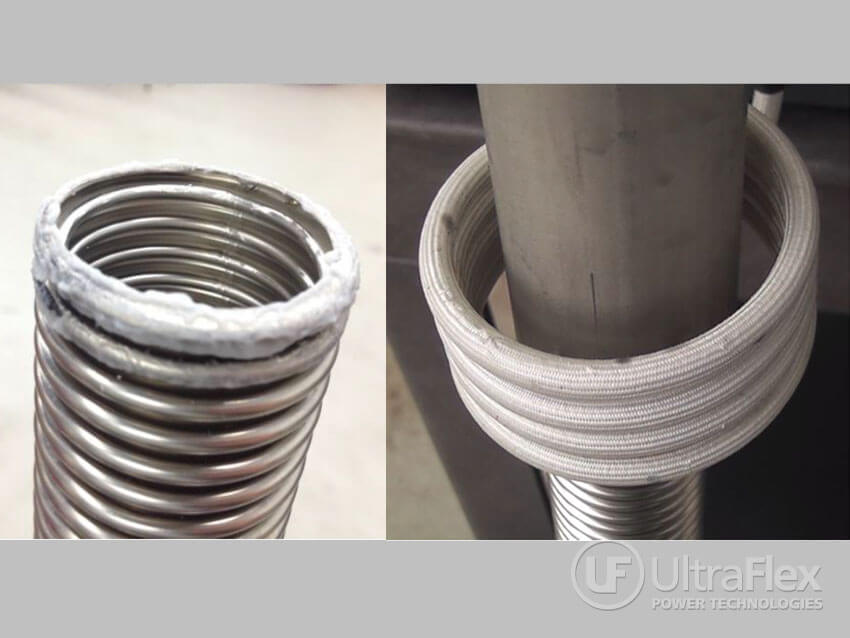
- Brazing flux was applied to the inside stainless steel pipe. Additional rings can inserted if a stronger braze is required.
- Brazing flux was applied to the end of the corrugated tubing. The pipe was placed over the tubing.
- The part should be positioned so that the braze joint is in the center of the coil for optimum results. The weight of the pipe should provide enough pressure to seat the pipe evenly on the tubing when the alloy begins to flow.
Results/Benefits:
Braze was successful in both braze joints in under 30 seconds using a UPT W10 Power Supply and HS-8 Heat Station. One braze alloy ring was used for each braze. Additional rings can be inserted if a stronger braze is required. Each braze was done with the corrugated tubing positioned under the pipe or cap to allow the alloy to flow towards the corrugated tubing.
Brazing can be done by inserting smaller diameter brazing alloy rings into the grooves of the corrugated tubing. This method was not demonstrated because the provided alloy was too thick and hard to form to allow proper clearance when trying to wrap the alloy over the corrugated tubing.
Brazing can be also performed by feeding the brazing alloy into the outside joint of the two parts, though this creates a longer process time. An IR temperature control system is recommended to prevent overheating and possible damage of parts if manual feeding of alloy is desired.
Induction heating provides:
- Strong durable joints
- Selective and precise heat zone, resulting in less part distortion and joint stress
- Less oxidation
- Faster heating cycles
- More consistent results and suitability for large volume production, without the need for batch processing
Pictures






Subscribe to our YouTube Channel
Video – Test 1
Video – Test 2
Reference info: Application Note 3464-4434
