
Application Note Objective
A leading company in the Manufacturing industry turned to UltraFlex with the request for a solution that can replace torch brazing methods and help them achieve high production volumes, increase consistency and repeatability in the brazing process.
We have established the following goals:
- 3 000 brazed pieces per year
- Elimination of rejects
- Consistent process
- Replacing torch brazing and providing a faster and safer solution
Equipment:
We found the UltraHeat SM – 5 kW Induction heating system to be the perfect induction brazing equipment for their requirements. It can be very easily tuned to a wide range of loads and coils and its compact design can fit in any space.
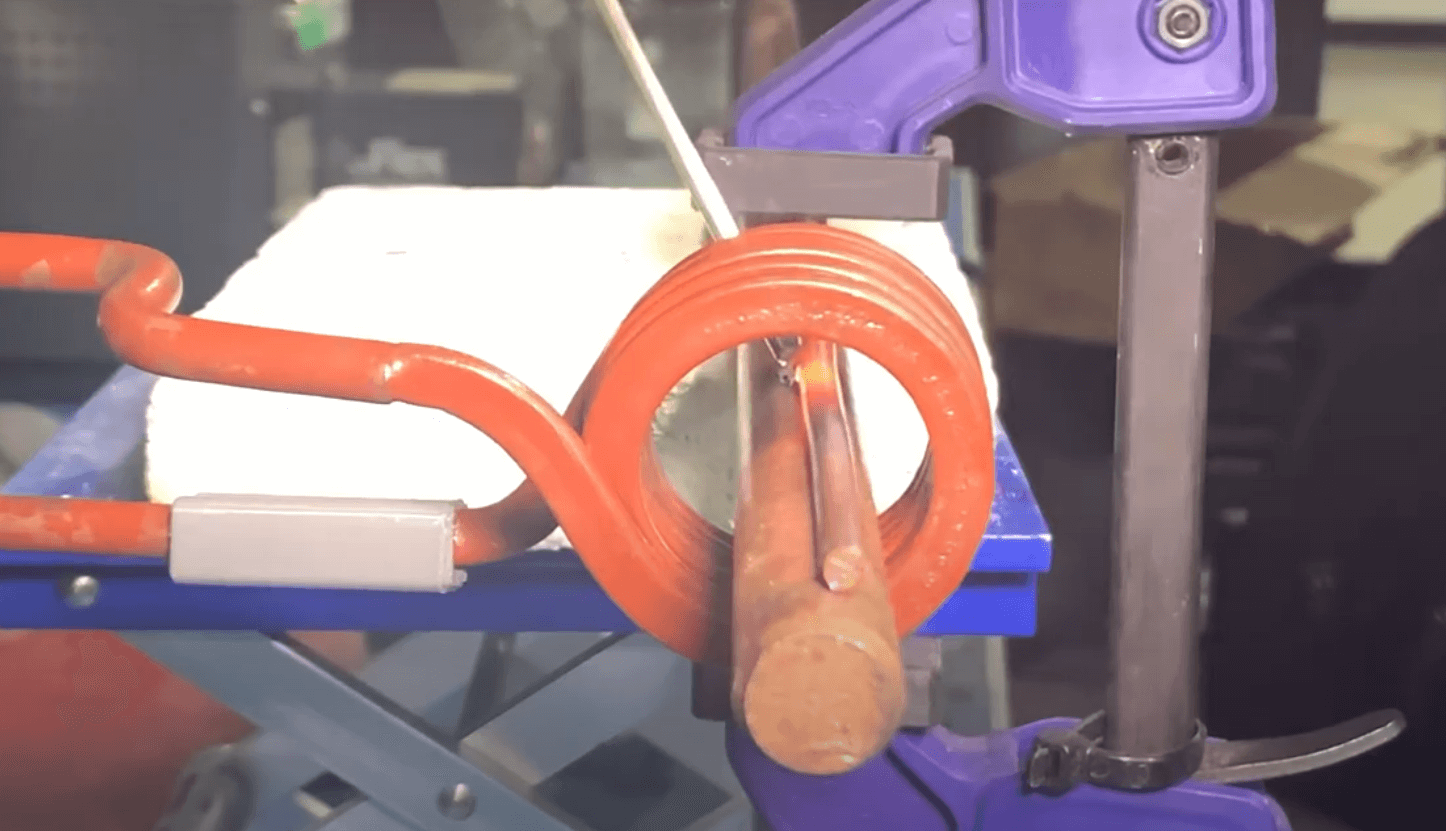
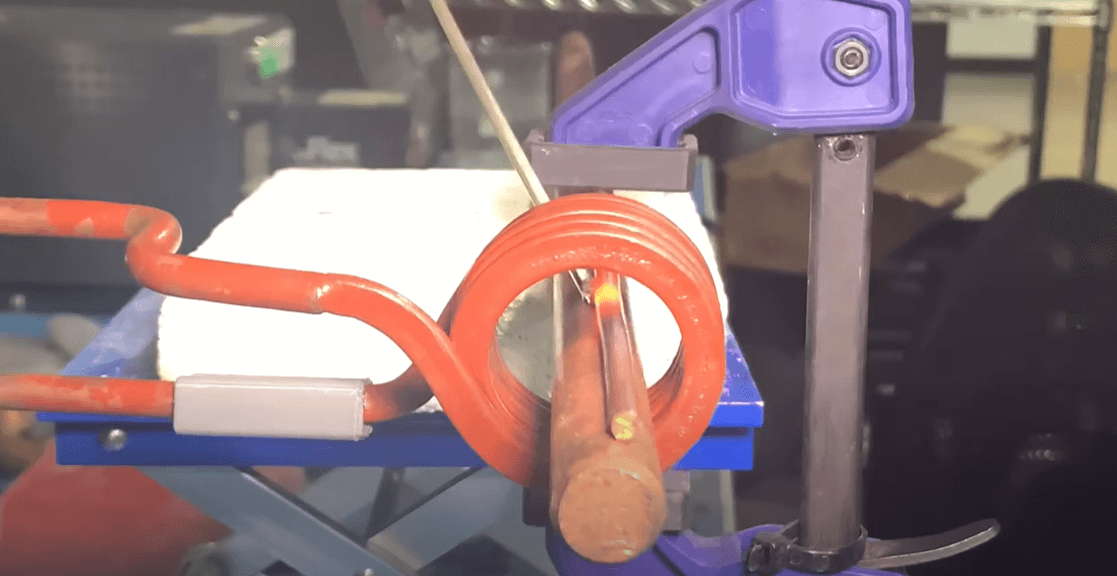
Process
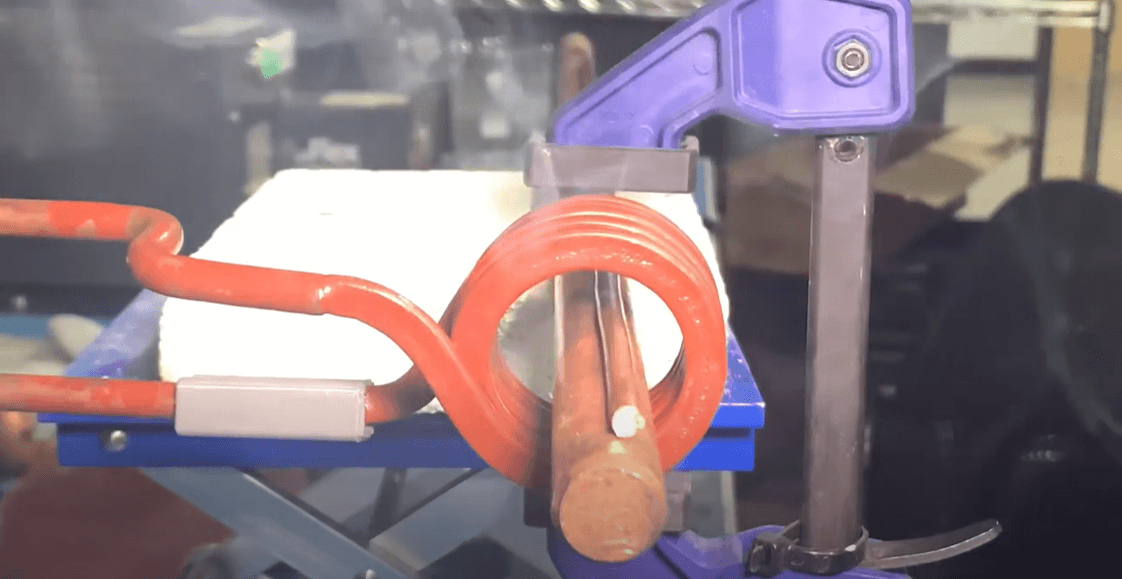
We were provided with a 5/32” (3.96 mm) copper capillary type tube and a 9/16” (14.28 mm) electroplated rod which needed to be brazed together before galvanizing. Galvanizing is a very common process of applying a protective coating to steel to prevent corrosion.
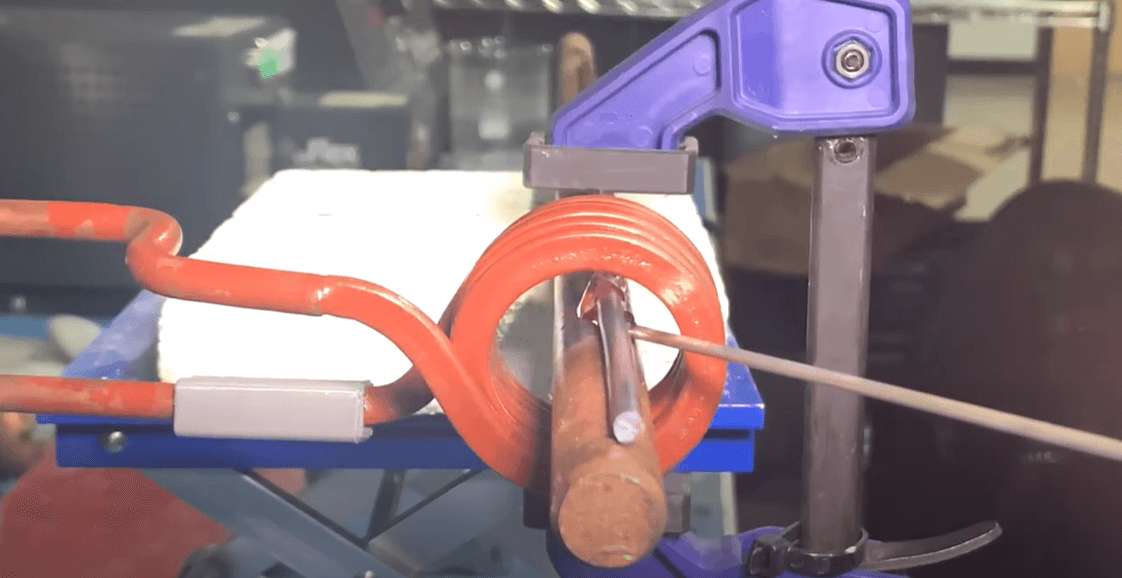
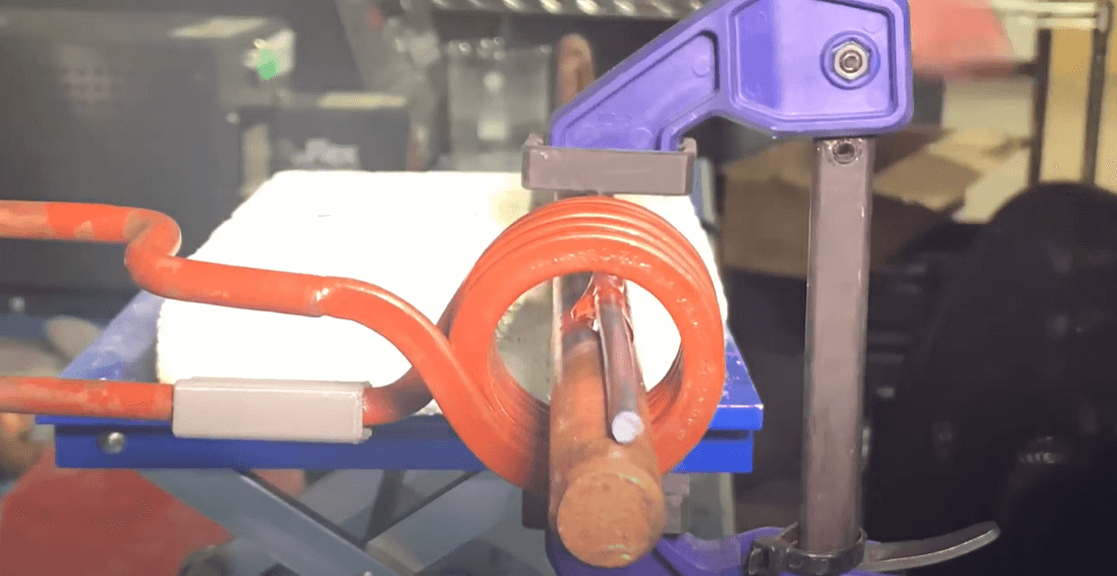
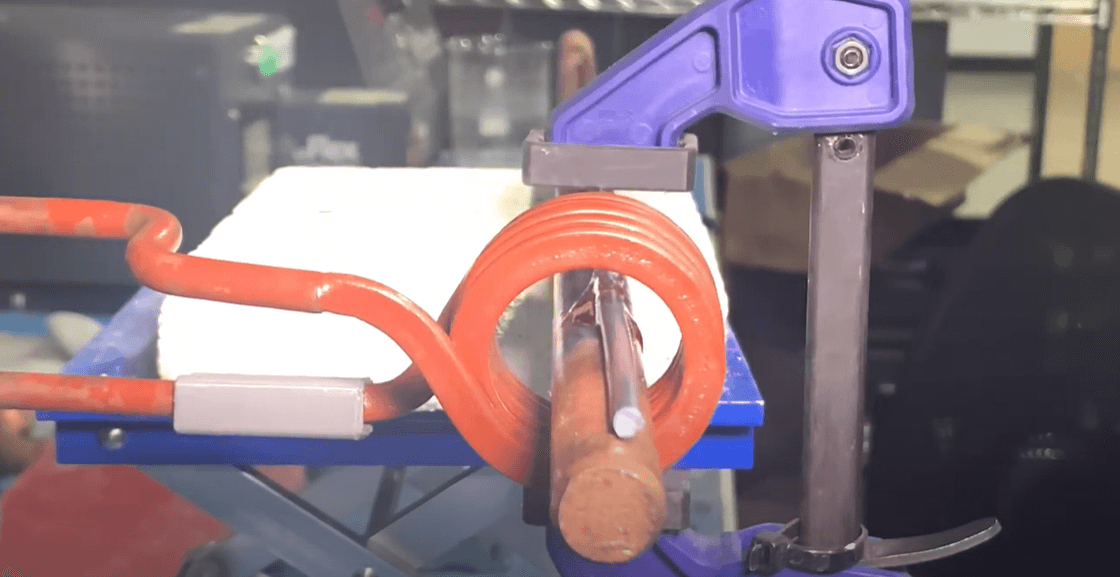
We begin the process by positioning the workpieces into a coil and clamp them together. Then we apply flux at the brazing joint spot and feed the brazing alloy manually when the temperature of 1600 F (871 °C) is reached. The pre-programmed induction brazing systems complete the heating process with an output power of 4.5kW in 40 seconds.
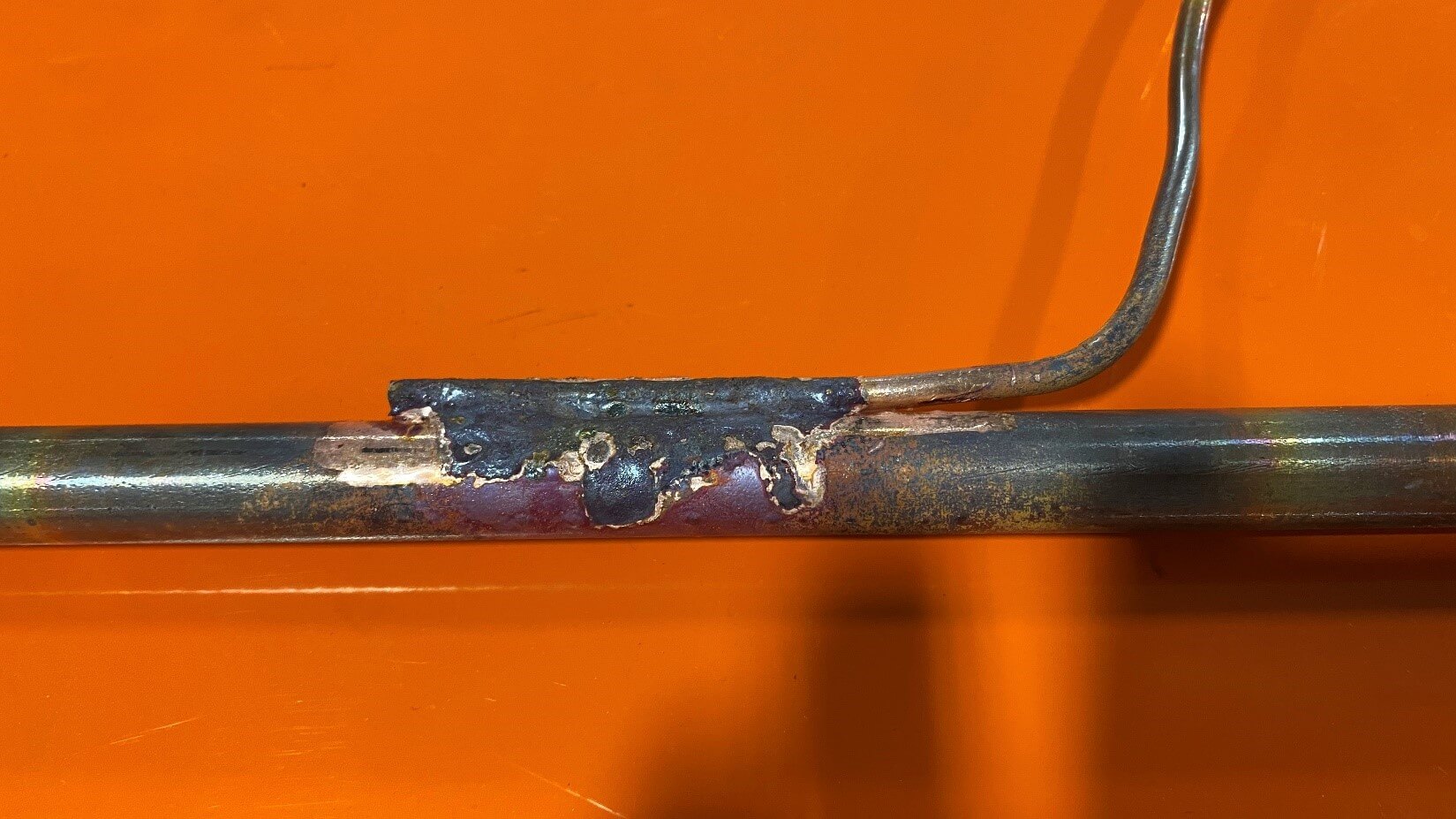
This heating time is well within the productivity target of 3000 pieces per month. The quality and reliability of the brazing joints are excellent and meets customer’s requirements.
Industry: Manufacturing
Read more about other induction brazing applications.
To request more information about this particular Application test, please contact us.
Reference Info: Application Note 3463-6569


Subscribe to our YouTube Channel
Videos
