
Objective: Induction heating is the preferred technology for the brazing process when we are looking to improve quality and reliability.
A research institution contacted us to perform an application test on several different types of small assemblies which we have to braze with help of induction heating. The challenge of this application test is the materials from which the parts are made.
We have to braze Kovar to stainless steel, molybdenum to stainless steel, alumina ceramic to Kovar, and stainless steel to stainless steel. Brazing temperatures must be between 850 and 1200°C and each heat cycle must be maxed 5 minutes.
The main goals of this application are to confirm the brazing process of each assembly with suitable coils and proper flux and brazing paste for the materials.
Industry: Academic & Research
Equipment: For this application test was used Ultraheat SBT Series.
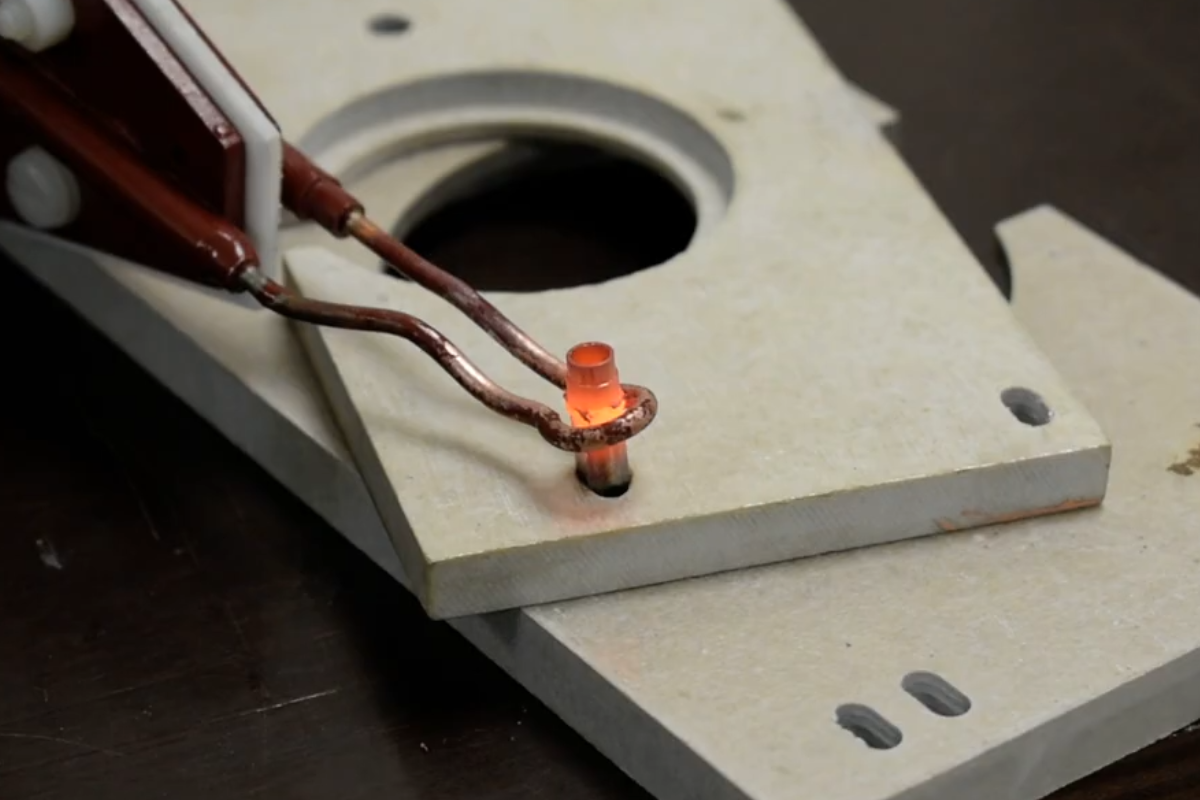
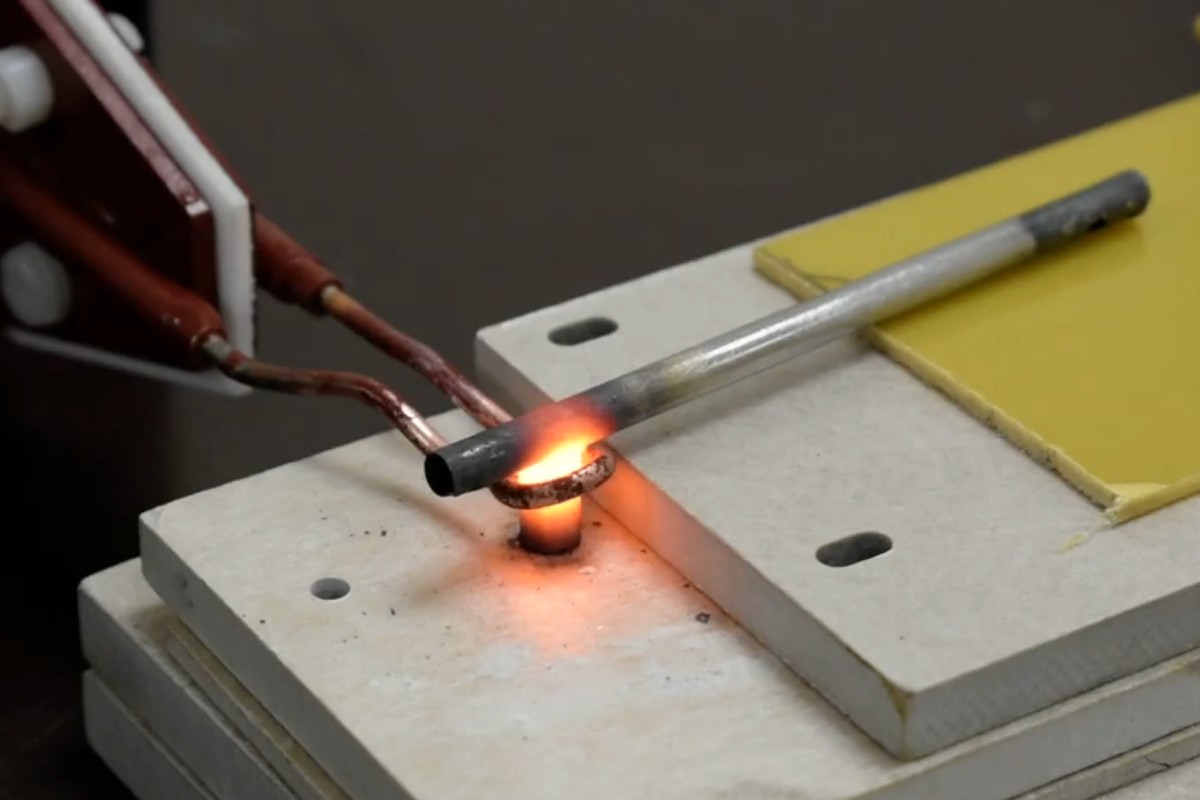
Process: In brazing Kovar to stainless steel and molybdenum to stainless steel, we used flux before heating the parts and the tests were successful. The power was set up to 370W and the heat cycle time was 25 and 35 sec.
For stainless steel to stainless steel parts, the process parameters were 480W power and cycle time 45 seconds.
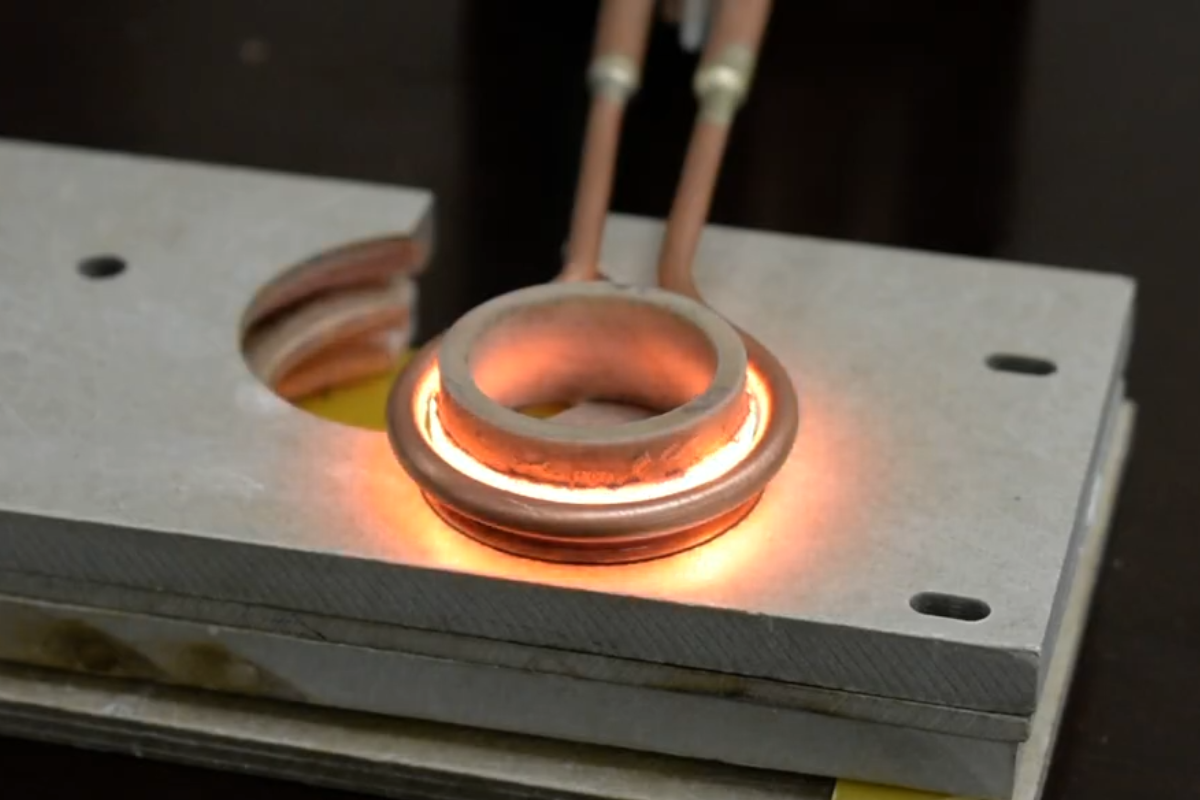
For induction brazing of alumina ceramic to Kovar, we are heating the parts for 1 min and 30 seconds with ≈400W power. After the test, we concluded that the ceramic should be metalized, or the process should take place in an inert atmosphere or vacuum. This is because the Kovar material cools down much faster than the ceramic due to mass differences.
Benefits: With induction heating can braze many parts with varied sizes and material qualities. The process can be set up precisely and this will lead to high efficiency and lead to significant energy savings.
Reference Info: Application Note 3464-6849
Read more about other brazing applications.
To request more information about this Application note, please contact us.
Subscribe to our YouTube Channel
Video
