
Objective
Complete low temperatures braze to demonstrate induction – replacement for open flame process. Heat time target was 10 seconds. Compensation for heat run-off (conduction) – braze time actual 15 seconds.
Equipment
UPT-W15/150 Power Supply
HS-8 Heat Station
Pancake ear muff coil
Materials
Copper bars 0.27” (6.858mm) thick x 1.5” (38.1mm) wide
Sterling Silver contact – 0.010” (.254mm) thick x .5” (12.7mm) wide x 1” (25.4mm) long
Braze alloy shim – Silver braze 053, 0.005” (0.127mm) thick x 0.5” (12.7mm) wide x 1.25” (31.75mm) long
Braze alloy flux – 053 supplied by customer
Key Parameters
Power: 13.8 kW
Temperature: Approximately 750° F (400° C)
Time: 15 sec
Other
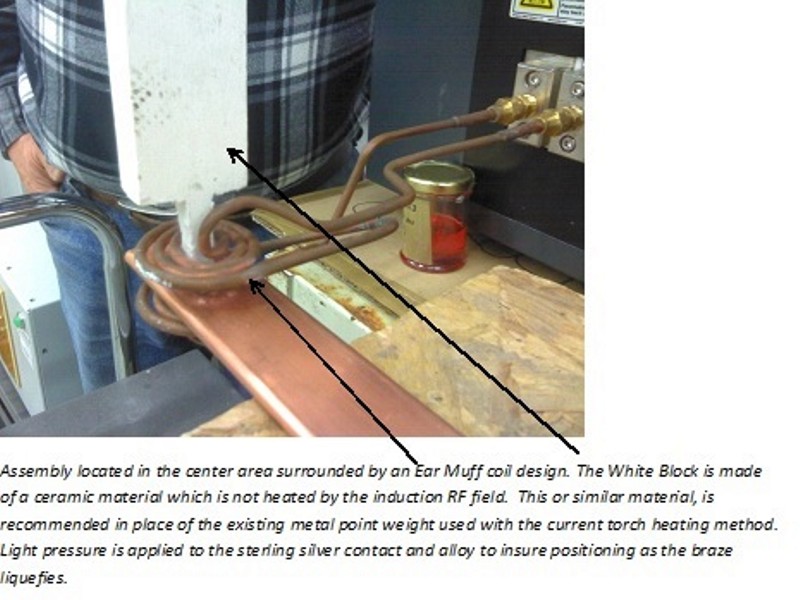
Counter weight used to maintain the contact position as the alloy liquefied – ceramic
Process:
- Samples of the straight copper bars were supplied for lab test review. The customer’s supplied photographs show another style that has a slight downward bend where the silver contact is brazed – this assembly was not tested – a 2nd coil, contoured to this bend is recommended for best heat time and heating efficiency.
- A light coating of flux was brushed on the copper bar where the alloy shim and contact were located. Parts were pre-assembled and the assembly was positioned in the coil per the attached video. A ceramic weight was used to maintain the silver/alloy in contact with the copper bar – light hand pressure was used to maintain the contact as the alloy liquefied.
- Heat time, (using the lab 15 kW power supply and test coil), was found to be 15 seconds to flow the alloy as noted.
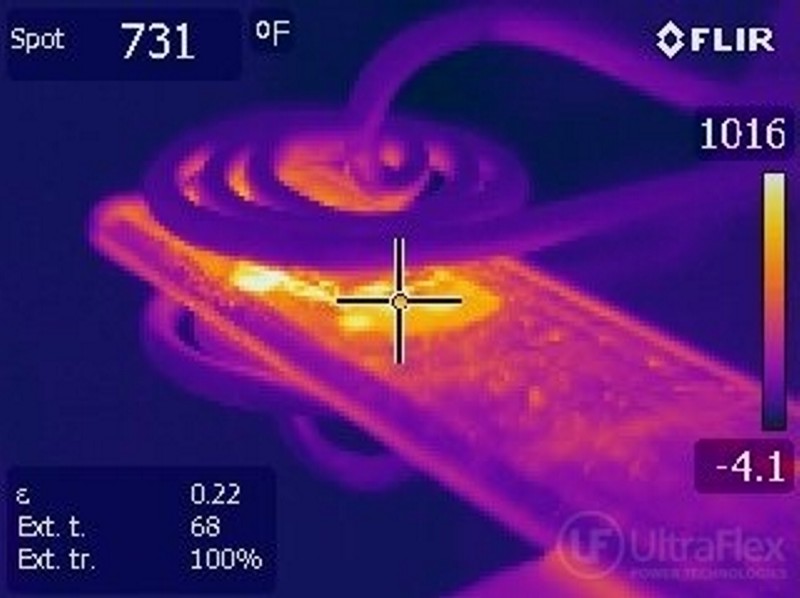
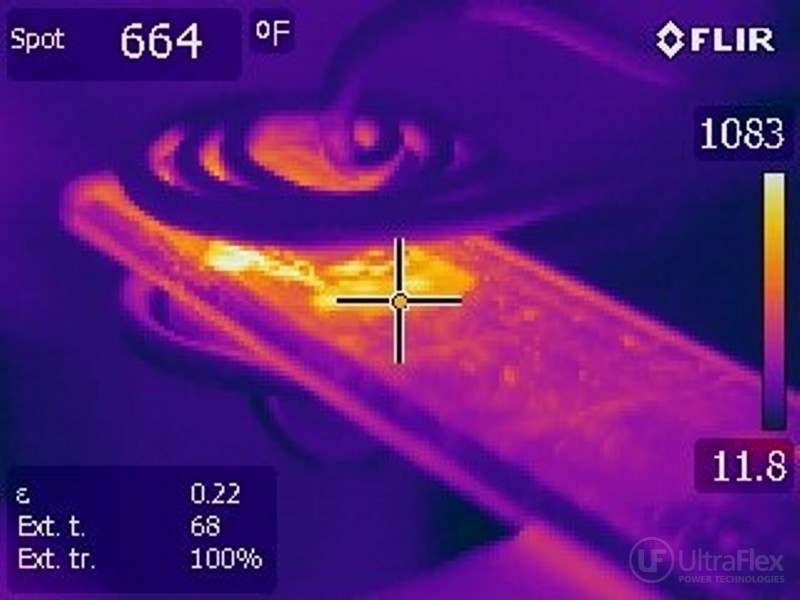
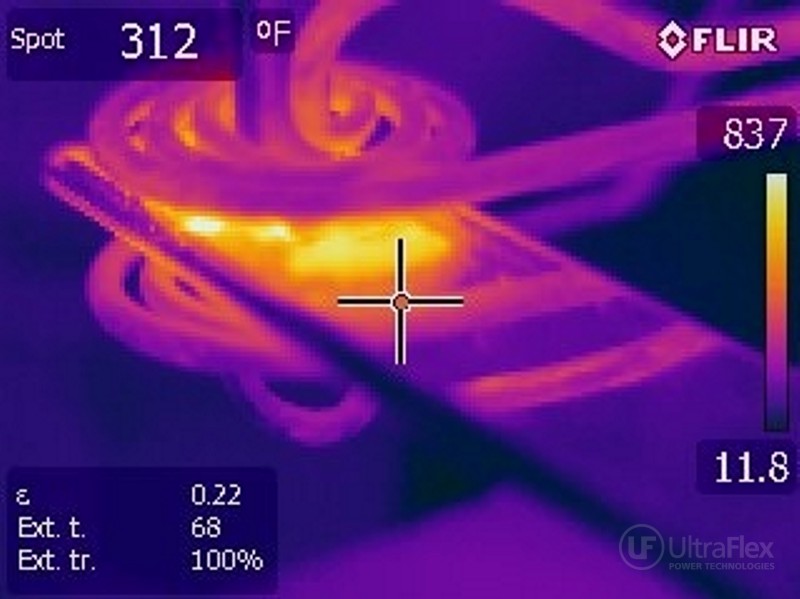
- Using a Thermal Imaging camera, we have provided proof of the temperature gradient at the end of the braze cycle at ½” and 1 ½” beyond the braze point – temperatures at ½” – 300-3120F temperature 1 ½” from the braze area – 1750F
Results/Benefits:
- The production coil, (for the straight copper bar assembly), can be slightly improved with lead and bridge modifications which should decrease the heating time required to flow the braze alloy by 1-2 seconds.
- If a maximum of 15 seconds heat time is acceptable; the W 15/150 is recommended
- To bring the braze cycle to 10 seconds of less will require a larger power supply (higher kW output)
Pictures
The Thermal images of the assembly are immediately following the 15 seconds braze cycle. Temperature reading ½” behind the braze zone – 300-3120F Temperature noted 1 ½” behind the braze zone – 1510F


Video
Request information or contact us about this application.