
Objective
The customer needs to braze copper tubing to copper tubing using brazing alloy, and flux. The copper tubing is in a variety of shapes, and is not always easily positioned using a traditional heat station. Therefore, the customer would like to utilize the Ultraflex UBraze Handheld Brazing System. There are no time restrictions.
Equipment
UPT-W10 Power Supply
UBraze Handheld Brazing System
Materials
• Copper tubing
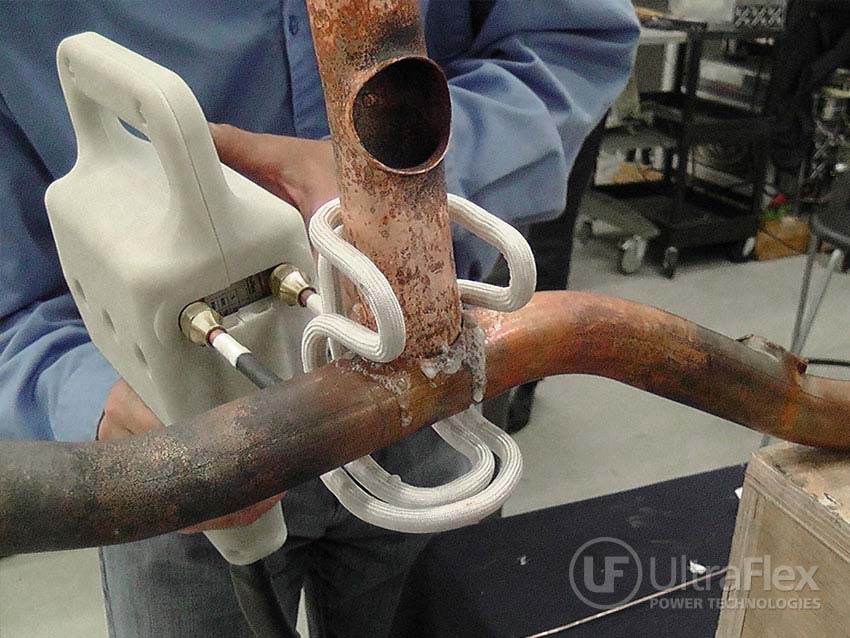
• T coil, to allow ideal positioning with copper tubing joints
• Brazing rod
• Flux
Key Parameters
Temperature: about 1400°F (760°C)
Power: 8.43 kW
Time: No time limit was established. The braze took about 3 minutes from start to finish.
Process for Brazing Copper to Copper:
- The copper tubing was fitted together, with flux applied at the joint.
- The operator held the UBraze Handheld Brazing System with the coil positioned at the joint. The operator pulled the trigger and applied the brazing rod.
- With a T coil, the metal does not heat where the coil is open. Therefore, the operator made small adjustments in the coil position to allow for even heating and a good braze throughout the joint. Brazing rod was applied to the joint area throughout the heating.
Results/Benefits:
- Precise control of the time and temperature
- Power on demand with rapid heat cycles
- Reduction in defects due to overheating
- Repeatable process, not operator dependent when parts are set in a nest or fixture
Pictures





Video
Request information or contact us about this application.