
Objective
Braze copper cylinders, copper wires, and steel tubes in under 20 seconds using the U-Braze handheld induction heating system.
Equipment
UPT W10 Power Supply
U-Braze Handheld Induction Brazing System
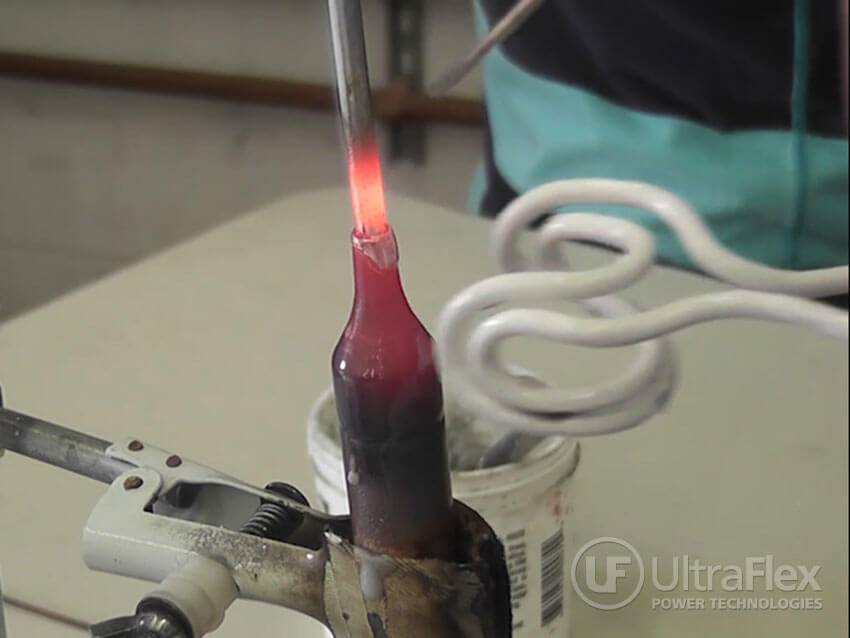
Test 1
Materials
• Copper cylinder to copper wire.
Power: 9.17 kW
Temperature: 871° C (1600° F)
Time: 20 sec
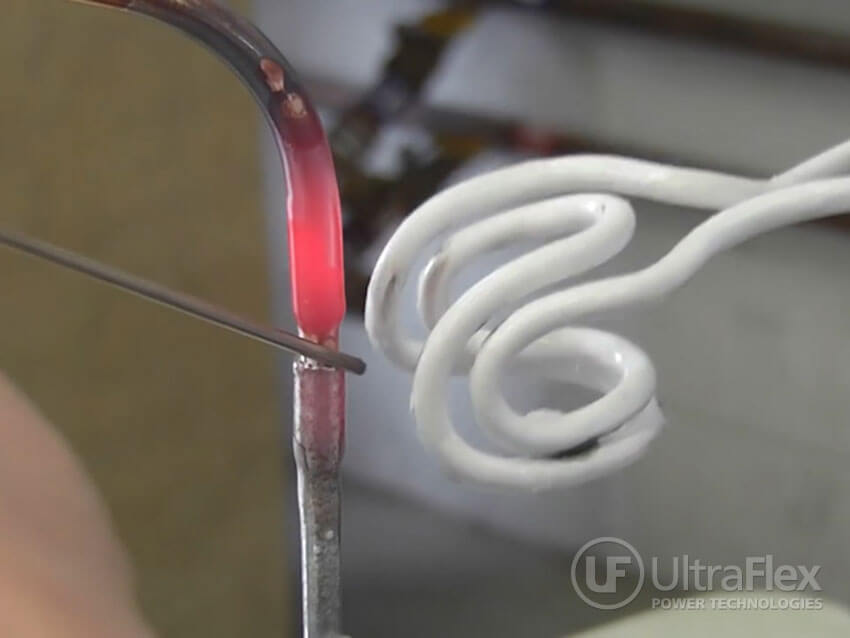
Test 2
Materials
• Copper cylinder to steel tube.
Power: 10.1 kW
Temperature: 871° C (1600° F)
Time: 10 to 11 sec
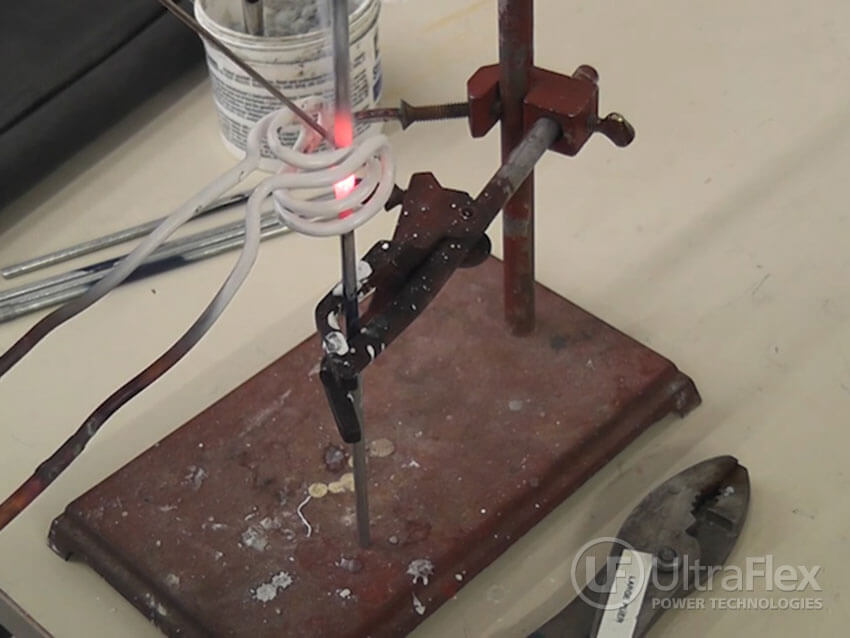
Test 3
Materials
• Steel tube to steel tube.
Power: 9 kW
Temperature: 871° C (1600° F)
Time: Under 10 sec
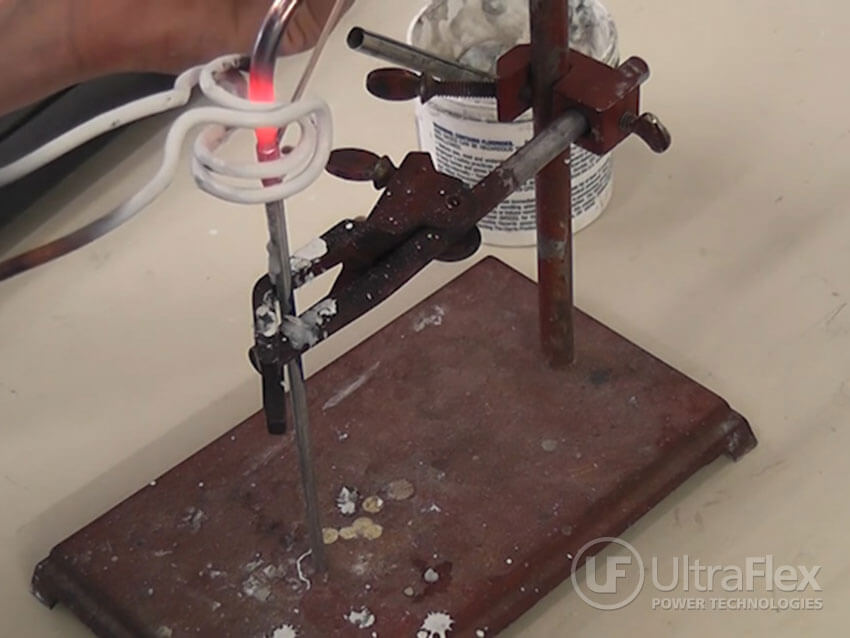
Test 4
Materials
• Steel tube to steel tube.
Power: 9.27 kW
Temperature: 871° C (1600° F)
Time: 20 sec
Results and Conclusions:
It is recommended to use brazing alloy preforms / rings instead of a brazing rod. This allows the user to use both hands to hold the U-Braze. It also improves the quality of the braze and repeatability by distributing the correct amount of alloy all around the braze joint every time.
When brazing copper to steel, it is best to preheat the copper to avoid overheating the steel piece since the copper is harder to heat.
Pictures









Video – Test 1
Video – Test 2
Video – Test 3
Video – Test 4
Request information or contact us about this application. Reference info: Application Note 3463-4585