
This guide shows the process for Casting Titanium using an UltraFlex SuperCast system.
The SuperCast system is a centrifugal injection casting system with a maximum melting temperature of 2000°C. It is equipped with a vacuum pump and gas Argon atmosphere to fully protect the workpiece from oxidation, and is configured with an IR temperature reader. The SuperCast can cast nearly all precious metals, including Titanium, Platinum, Stainless Steel, Gold, and Steel. With its integrated internal water cooling system, the SuperCast provides the function and convenience that manufacturers need to produce precise and delicate castings.
Flask Preparation Process:
Prepare the wax-up model
1. First step is to prepare the wax-up (ring model) and the investment material which is going to be used. The rubber base should be attached to the wax ring by using a wax sprue.

Figure 1: Wax models

Figure 1.1: Wax models
Preparing the metal flask
2. A 2” (50.8mm) diameter metal flasks were used for this casting. Place ceramic liner paper into the metal flask, as shown in Figure 2. Please note, that there should be a ¼” (6.35mm) distance between the paper and the bottom of the metal flask (the bottom of the flask is connected to the rubber base).

Figure 2: Flasks with models inside

Figure 2.1: Flasks with models inside
3. As stated in step 2, the space from the edge of the model to the flask’s wall should be minimum ¼” (6.35mm) – as shown in Figure 3. There should also be a min ¼” (6.35mm) from the top of the model to the top of the metal flask.

Figure 3: Wax models in flask
Mixing the investment
4. The investment mixing ratio provided by the manufacturer should be used for the specific investment material. Strictly follow the steps written by the manufacturer of the investment material you are using. In the current case, we used TITEC investment.
Please note that the bowl used for mixing of Titanium investment material should be used only for Titanium investment material!

Figure 4: TITEC investment powder and liquid

Figure 5: Measuring powder and liquid

Figure 5.1: Measuring powder and liquid
Vacuuming the mixture
5. If the mixture requires to be mixed under vacuum. The exact steps should be provided by the manufacturer of the investment material.

Figure 6: mixing under vacuum
6. Attach a piece of tape on top of the metal flask to prevent the material from spilling out during the vacuuming process.

Figure 7: taping the metal flask
7. Pour the investment mixture into the prepared flask. Then place the flask into the vacuum chamber to evacuate any air bubbles in the mixture for 60-120 sec.
You have to take into account the working time for the specific investment material you are using. This time may affect the timetable for the preparation of the flask. You have to be fully ready for burnout when the time is up.

Figure 8: Flask in small vacuum chamber
Solidifying the Flask
8. After vacuuming the flask, leave it at ambient temperature for an hour to allow the investment to solidify.

Figure 9: Metal flasks ready for burnout
Burnout
9. After the solidifying process has completed, place the flasks into the burnout oven. Program the oven based on the burnout instructions from the investment material manufacturer. For this casting the temperature profile is shown in Figure 10.
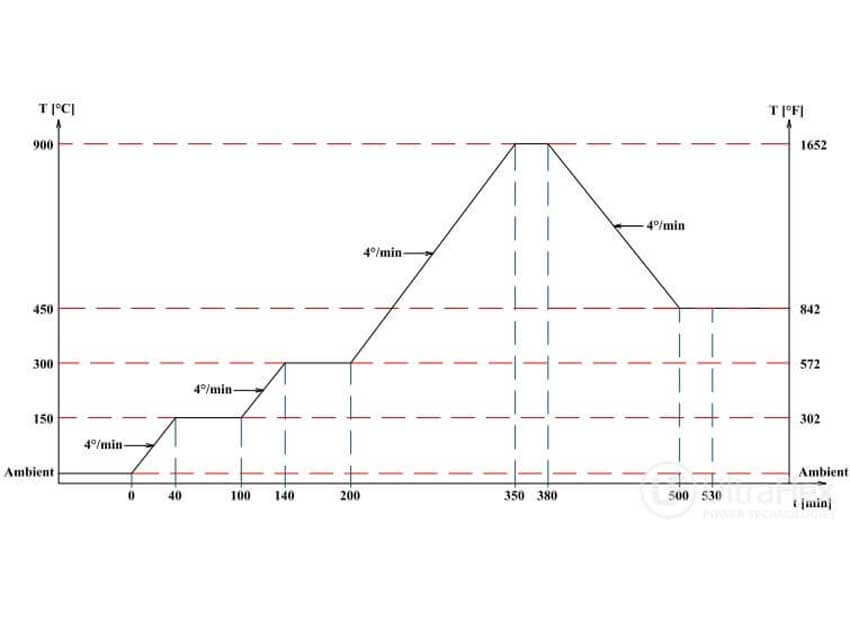
Figure 10: Temperature profile

Figure 11: – Burnout oven
10. Best practice is to place the flask with the opening facing down when inside the burnout oven, so it is easier for the wax to flow out of the cavity during the burnout process.

Figure 12: Placing the investment in the burnout oven

Figure 12.1: Placing the investment in the burnout oven
SuperCast Setup
1. Turn on the SuperCast. Make sure that the pressurized air and Argon gas tank are connected to the machine correctly. Please take note that there is a protective maximum value of 2 bar that should not be surpassed by the Argon gas supply. The LCD display of the machine should indicate “ready” status.

Figure 13: Argon gas supply
2. Check the casting chamber of the machine. Make sure that it is clean of debris, the proper flask saddle is in place and if necessary use the appropriate spacer.

Figure 14: Inspection of the chamber

Figure 14.1: Inspection of the chamber
3. Make sure that the rotating arm is balanced (follow the instructions provided in the User Manual).
4. Adjust the casting parameters (Acceleration, speed, casting time), using the table in the User Manual of the machine, this should be set with consideration what material is going to be cast. In this particular case, we used Manual mode with the parameters set as follows:
- Temperature 2000°C
- Emissivity: 80%
- Preheat: No
- Power: 95%
- Cast time: 3 Sec
- Speed (Rotation): 500rpm
- Torque (Acceleration): 0.1 Sec
- Vacuum: Yes
- Inert Gas: Yes
- Washing cycle: 4
- AutoCast: No
5. When using a program with parameters as described above, the operator should determine when to press the cast button when he sees the metal melted at around 98% of the ingot
6. The Titanium normally used in the Jeweler industry as well as Industrial application is normally pure metal at 99.750 % purity or at different grades of purity. Like all pure metals, Titanium has not a melting interval but a melting point. This melting point is around 1670 °C. To go over this melting point risks to give you a brittle result, so it is not useful for this purpose. The SuperCast casting machine has been designed to read and regulate the temperature of the metal (Alloy) which has a melting interval, but to do this operation it requires a time of permanence of the metal in the crucible as well as a short overheating of the metal itself. All this is not recommended for pure Titanium.
Casting Titanium:
1. Use the Titanium crucible recommended in the User Manual. Fill with a 30 g of Titanium (varies for different application), and place into the coil.
2. To have a good casting and not to break the crucible please use only pre-dosed ingots with the desired weight. Do not put into the crucible scraps of used metal and more than one new ingot.
Used metal cannot be remelted!
3. Two ingots will create a problem, because the one which is positioned in the lower part of the crucible will be melting before then the one which is located above, when the second ingot melts the first will be already overheated and this can cause risk of cracking the crucible.
In case your application requires a weight, which is not available as a single ingot, please use two ingots welding them together with Laser welding machine. For example, you need to cast 60g and you don’t have it, put a 40g and 20g ingot together.

Figure 15: Titanium used in the casting

Figure 15.1: Titanium used in the casting
4. The Titanium crucible should be used only for 1 casting, as per the manufacturer’s recommendations. You can use zirconium paint to extend the life of the crucibles. This can help to extend the life of the crucible to cast an additional time. In this particular case, we used paint from Gesswein.

Figure 16: Before and after applying of the paint.
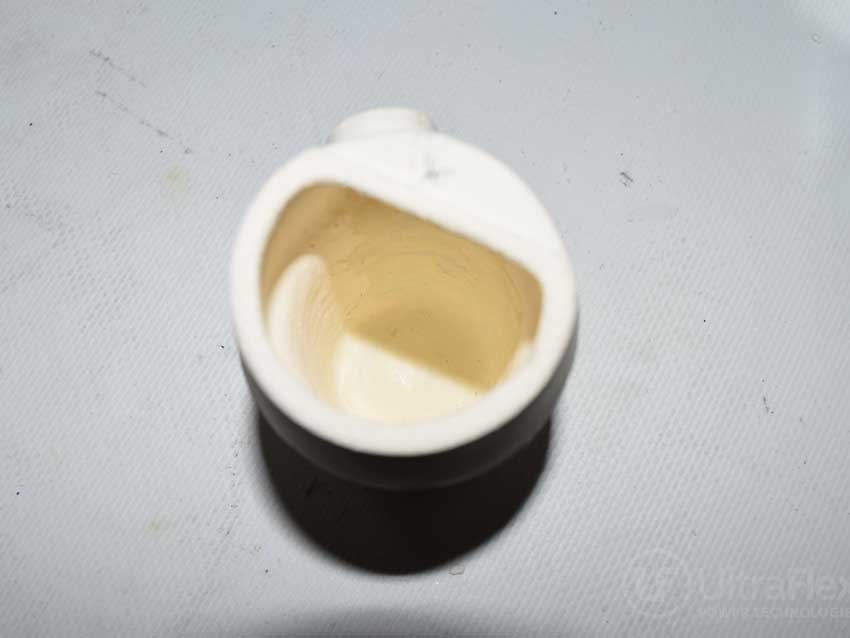
Figure 16.1: Before and after applying of the paint.
5. Open the burnout door, grab the flask firmly with the tongs and place it in the casting machine’s flask saddle. Make sure that the flask is transferred quickly from the burnout oven to the casting machine, so it does not cool off until it is casted.

Figure 17: Taking the flask from the hot oven.
6. Close the lid of the chamber and evacuate the air by initiating the vacuum cycle, then backfill the chamber with Argon. This is called washing cycle for the purposes of our machine. They are compulsory for the Titanium casting. Minimum number suggested is 3 washing cycles, but the machine accepts up to 9. For the purpose of this casting we have used 4 cycles.
7. After completing the number of washing cycles, start the Melting process. Observe the melting process through the visor. When you see the metal melted completely except for the last part of the top (≈98% of the ingot), push the “Cast” button.

Figure 18: Observing the melting of Titanium
8. When the Cast button is pressed, the arm will start to rotate and it will inject the Titanium into the flask.

Figure 19: View of crucible and flask just after ejection of the material.
9. After the casting cycle is completed, take the flask immediately out of the machine and Drop immediately the flask into a large amount of fresh water to stop the Alpha Case production.

Figure 20: Taking the hot flask from the machine
10. Once the piece is released from the investment clean by water jet, sandblasting. The below pictures show the completed results of casting Titanium with the UltraFlex SuperCast.

Figure 21: Finished products

Figure 21.1: Finished products
