
Objective
Evaluate replacing of flame copper t pipe brazing with induction brazing.
Equipment
UltraHeat W 15/150
HS-8
Test 1
Materials
• Copper main tube – 1.13” (28.7 0mm) OD 1.01” (25.65 mm) ID
• Riser tube copper – 0.84” (21.33 0mm) OD, 0.76” (19.30 0mm) ID
Power:
Power manually reduced from max output of 10.4 kW to 6.2 kW to provide even heat distribution on the assembly with the modified test coil.
NOTE: Heat time can be improved with custom coil design.
Temperature:
Approximately 704° C (1300° F)
Time: 55 sec
Test 2
Materials
• Copper main tube – 0.87” (22.09 mm) OD 0.77” (19.55 mm) ID
• Riser tube copper – 0.62” (15.74 mm) OD, 0.53” (13.46 mm) ID
Power:
Power left at setting same as on Test 1. Same test coil used to process the smaller diameter assembly.
Temperature:
Approximately 704° C (1300° F)
Time: 44 sec
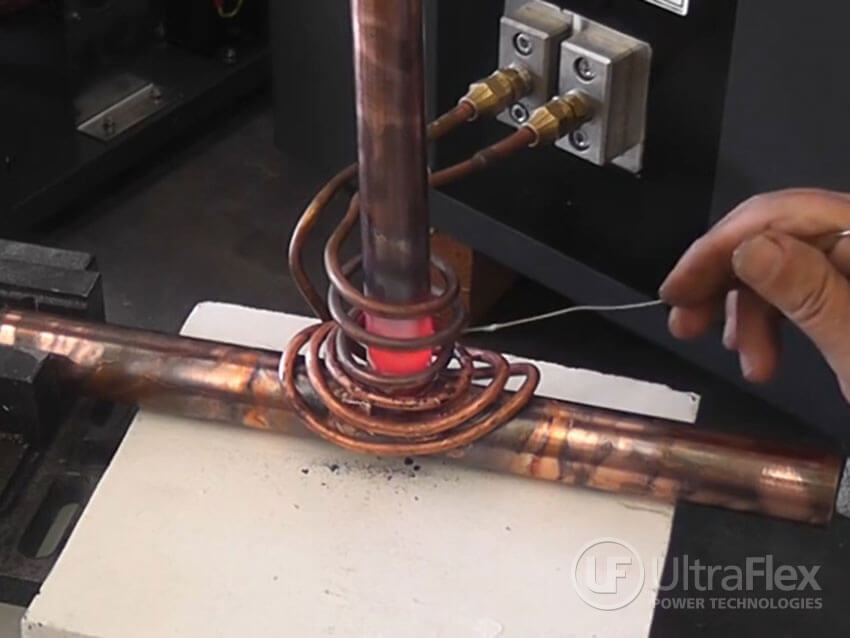
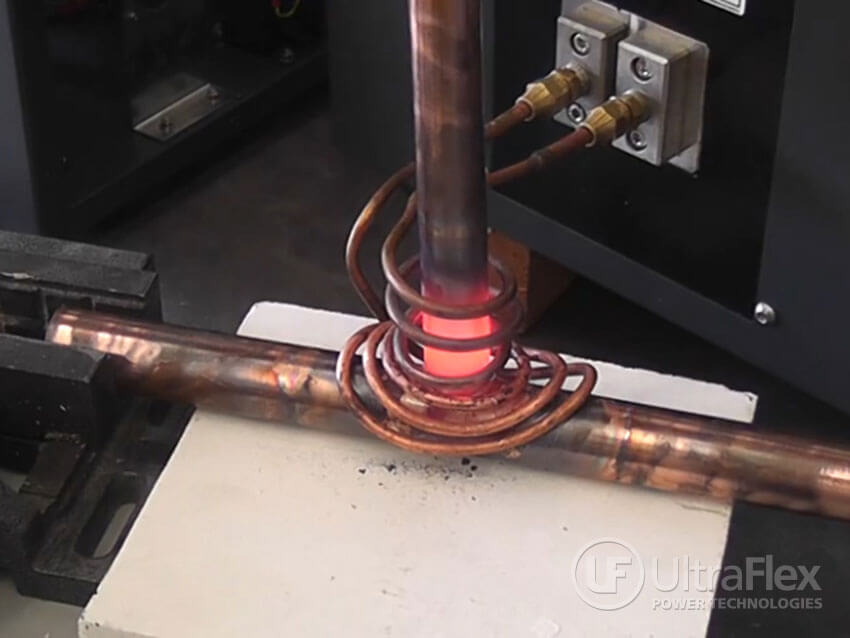
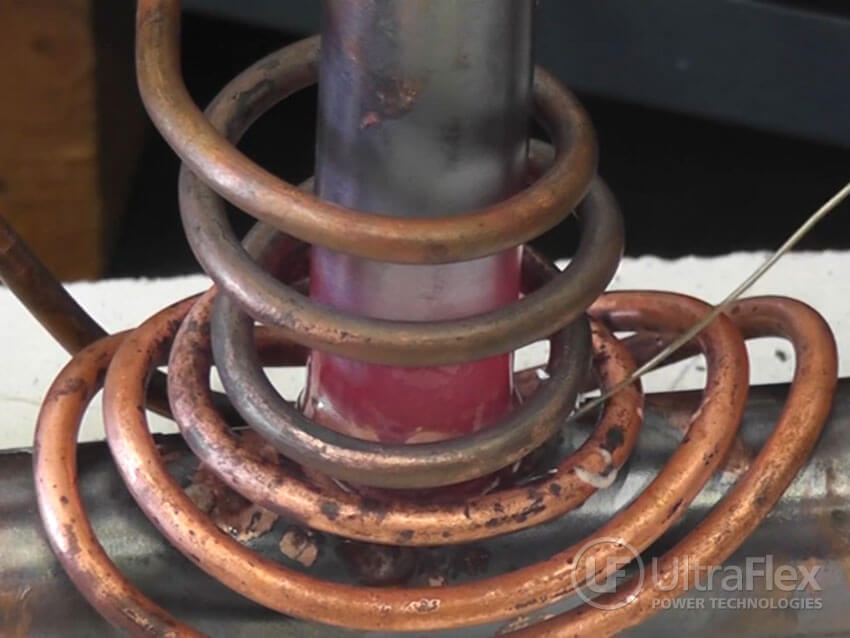
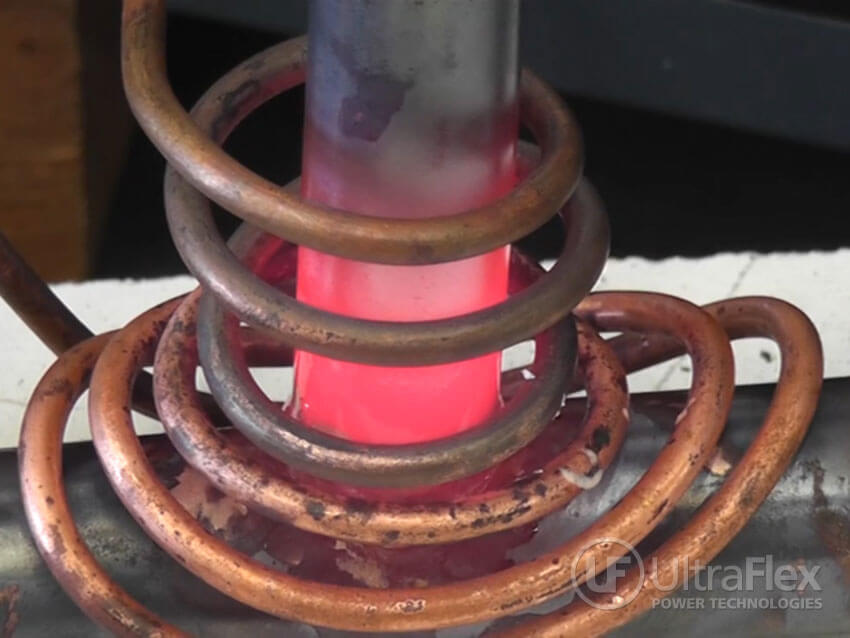
Process Steps:
Test 1: The copper tubes were cleaned and assembled. Two preformed alloy rings were made from available alloy in lab for the demonstration. The wire used measured 0.787mm (0.031”) in diameter Both the riser an base copper tubes were pre-fluxed with white braze flux. The assembly was placed in the test coil per the video bellow and the alloy flowed to form a joint at the “T” interface in 55 seconds.
Test 2: The same process for cleaning and assembly was used as noted above. In place of a wire preform ring, a braze paste was used. The same coil was used without the need to re-tune the power supply – resulting in a brazed joint in 44 seconds.
Results and Conclusions:
- The target heat time for the smallest T joint assembly is 60 seconds. Using a lab test coil, we were able to effect a braze in the interface section of the tubes (copper) in 44 seconds.
- Based on the largest assembly noted above and a target heat cycle of 10 seconds, the 15 kW power supply is recommended for the production process.
Pictures





Video Test 1
Video – Test 5
Video – Test 7
Request information or contact us about this application. Reference info: Application Note 3463-4733