
Application: Carbide Tipping
Industry: Manufacturing
Application Objectives: A customer in the Carbide Tipping Manufacturing Industry desires to switch from the existing manual process into full automation and to improve production efficiency by reducing cycle time. The customer aims to shorten the production time from 2 minutes and 30 seconds per cycle for four units to no more than 15 seconds each. This involves automating the assembly of details, application of silver solder, and the heating process, while still involving an operator at the beginning of the process.
The new process should be used in the production of polishing machines, diamond tools and industrial vacuum cleaners. The silver solder, the customer currently uses has a melting point of 680-720 °С thereby the maximum heating temperature should be limited to 800 °С. Higher temperatures damage diamond products.
Equipment: Solo 24 + HS-24W + Double pancake coil
Materials:
- Metal bond diamond tools brazing.
- Metal-Diamond composite to Steel 1020 plate.
- Two types of Metal-Diamond composites.
- Four different configurations.
Key Parameters:
- Maximal temperature 800 °С
- Maximum time for 15 sec per piece
Process:
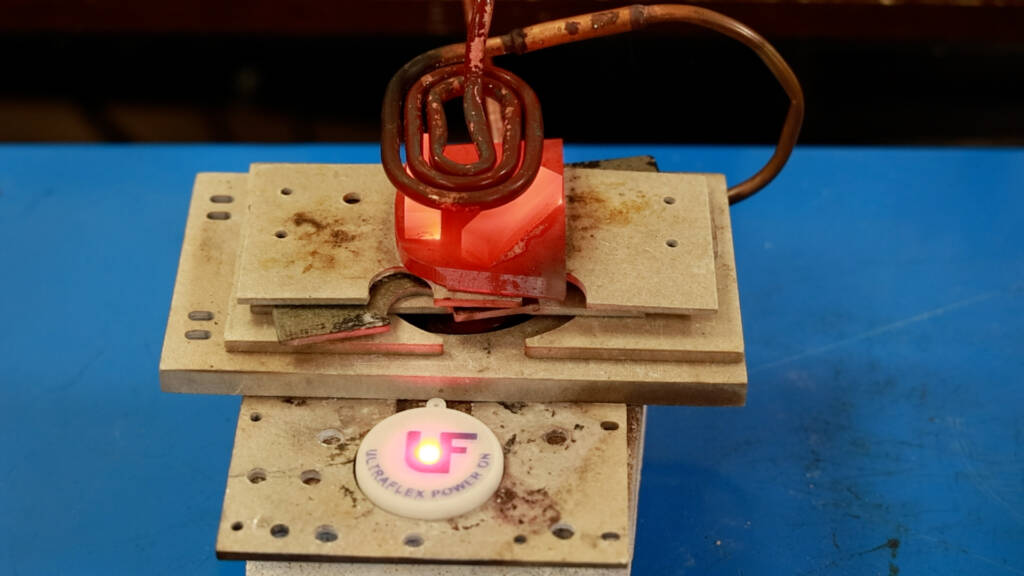
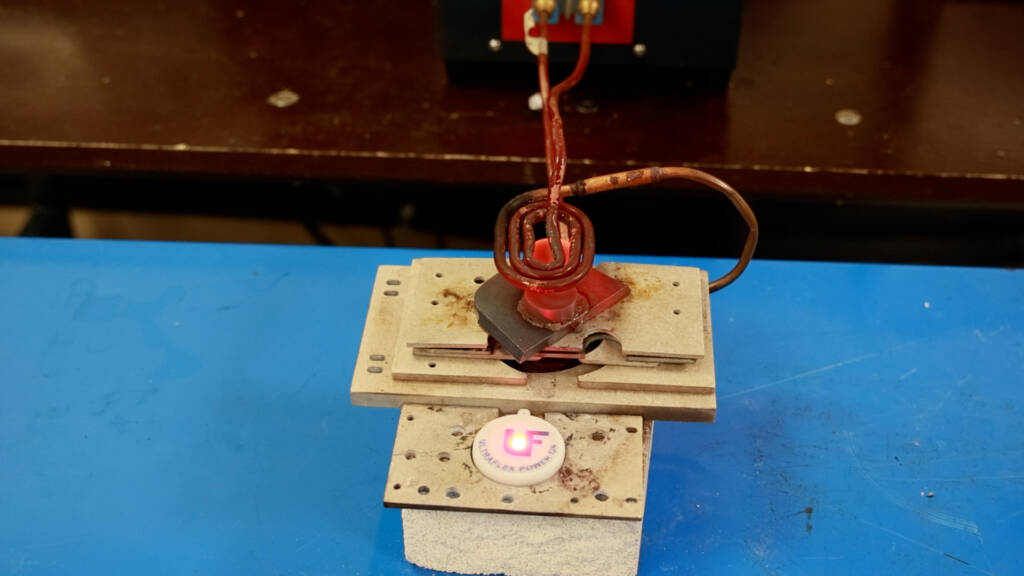
The goal was to create an entirely new process, the way carbide tipping is done. The team embarked on a series of tests to find the perfect combination of materials and equipment to automate this process. They started with four different configurations of Metal-Diamond composites bonded to Steel 1020 plates, using the Solo 24 power supply and the HS-24W heat station.
The first test was a promising start. Using different setpoints, starting from 65% to 80% and 85% of the power output. After review of findings, the team realized that they had successfully brazed all the joints, but the heating times varied between 35 and 90 seconds. It was clear that to meet the customer's requirement of a maximum of 15 seconds per piece, they needed a specially designed coil.
Results and Conclusions:
The choice of brazing alloy and the design of the coil were critical factors in achieving optimal results. A custom coil, designed specifically for this application is strongly recommended and conducting further tests with different configurations is necessary.
Next steps should be to create an automation block diagram after additional tests and discussions. This would ensure that every detail was accounted for and that the process could be seamlessly integrated into the customer's production line.
Reference Info: AR 3464-8741
Subscribe to our YouTube Channel:
Videos