
This guide shows the process for Casting Platinum using an Ultraflex EasyCast system.
The EasyCast system is a centrifugal injection casting system with a maximum melting temperature of 2000°C. It can be equipped with an optional vacuum pump and gas argon atmosphere to fully protect the workpiece from oxidation and can be configured with an optional IR temperature reader. The EasyCast can cast nearly all precious metals, including Platinum, Stainless Steel, Gold, and Steel. With its integrated internal water cooling system, the EasyCast provides the function and convenience that manufacturers need to produce precise and delicate castings.
Flask Preparation Process:
Prepare the wax-up model
1. First, prepare the wax-up (ring model) and investment material. The platinum base should be attached to the wax ring by using a wax sprue attached to a wax base as shown in Figure 1.
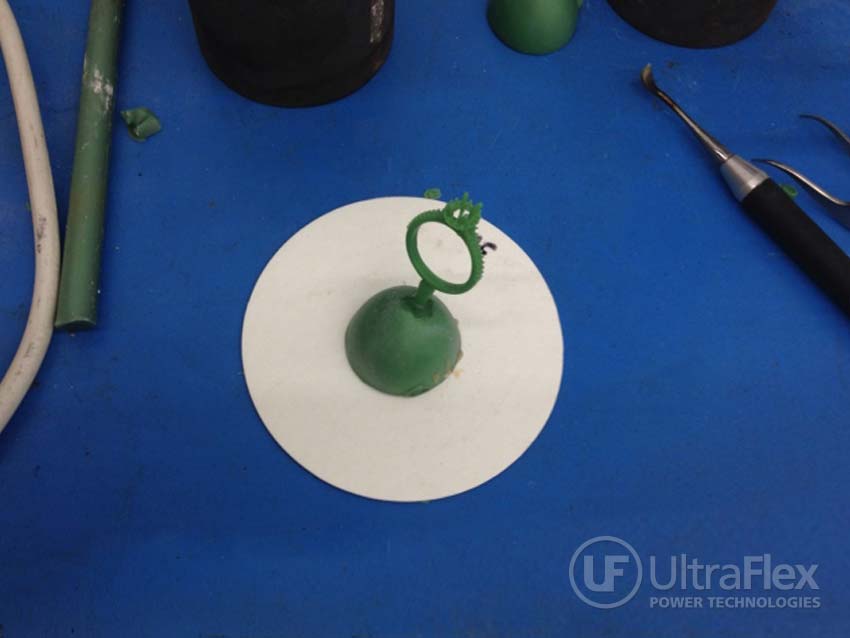
Figure 1: attaching the plastic ring to platinum base

Figure 2: bottom of the platinum base
Preparing the metal flask
2. A 2.5”x2.5”Dia metal flask was used for this casting. Place ceramic liner paper (platinum flask liner 8”x 31” x 1/16”) into the metal flask, as shown in Figure 3. Please note that there should be a 1/4” distance between each side of the paper to the top, and bottom of the metal flask.

Figure 3: placing the liner paper into the metal flask

Figure 4: attaching the base to flask with wax
4. As stated in step 2, the space from the edge of the ring to the flask should be min of ¼”. There should also be a min ½“ from top of the ring to top of the metal flask, as shown in Figure 5.

Figure 5: spacing the ring from the flask
Mixing the investment
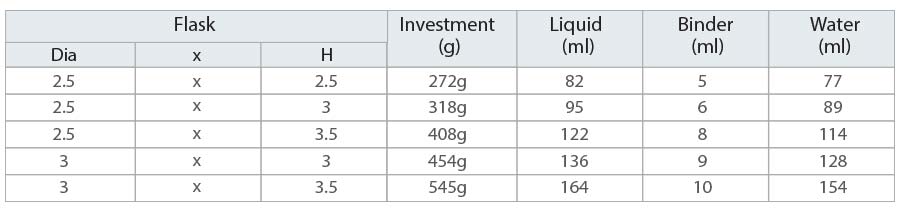
5. The investment mixing ration for the specific investment material should be used. The proper mixing ratio for the particular investment material used for this casting is shown in the table below (for a 2.5 x 2.5 “flask). The amount of required liquid is 82 ml, and 272 g of investment material.
Vacuuming the mixture
6. After mixing well, place the material into the vacuum for at least 1 min. before it is poured in the flask. See Figure 7.

Figure 7: mixing platinum investment under vacuum
7. While the material is in the vacuum, attach a piece of tape on top of the metal flask to prevent the material from spilling out during the vacuuming process.

Figure 8: taping the metal flask
8. Pour the investment mixture into the prepared flask. Then place the flask into the vacuum chamber for 1 minute to evacuate any air bubbles in the mixture.
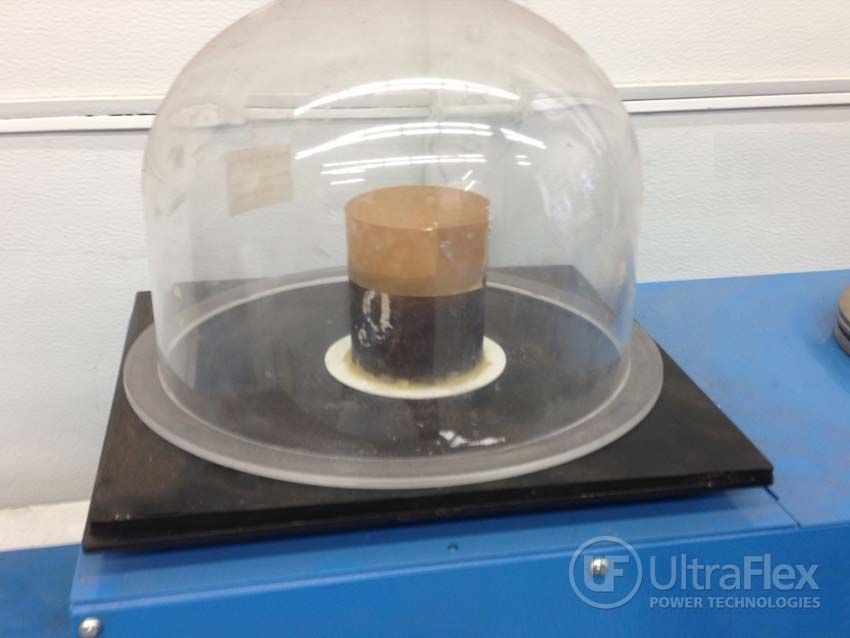
Figure 9: Metal flask under vacuum
Drying the Flask
9. After vacuuming the flask, leave the flask in ambient temperature for half an hour to allow the investment to dry.
Burnout
10. After drying, place the investment in the burn-out oven. Program the oven based on the burnout instructions from the investment material manufacturer. For this casting the temperature profile is shown in Figure 10.

Figure 10: Platinum burnout table

Figure 11: burnout oven
11. Place the flask with the opening facing down, so it is easier for the wax to flow out of the cavity during the burnout process.
12. After the burnout process is completed, the flask is ready to be casted.
EasyCast Setup
1) Turn on the EasyCast. Make sure the the air-pressure and Argon (or Nitrogen) gas tank is connected. The LCD display should indicate “ready” status.
2) Check the casting chamber of the machine. Make sure that is clean and the proper flask holder is in place.
3) Make sure that the rotating arm is balanced (follow the instructions in the user manual).
4) Adjust the casting parameters (Acceleration, speed, casting time), using the table in the User Manual of the machine, depending on the casted material. In this particular case, the parameters were set as follows:
- Acceleration: 0.1 Sec
- Rotation: 500rpm
- Casting time: 20 Sec
Note: maximum acceleration is recommended when small platinum parts are casted. The acceleration can be reduced if the casted material is more than 100 g, to prevent from spilling during the initial spinning of the crucible.
5) To optimize for platinum casting, set the emissivity per the table shown in the User manual. For this particular platinum alloy (platinum-rhodium) the emissivity is set to 26%, based on the 30 gr of platinum alloy.
6) For the temperature controller, set to above 2000⁰C. While the melting point for platinum is 1780 ⁰C, the recommended casting temperature for this particular alloy is about 150 degrees higher (~ 1940⁰C). This is needed to slightly overheat the platinum, so it does not start to solidify during the casting cycle. To avoid limiting the temperature below the recommended casting temperature, the temperature setting on the temp. controller needs to be adjusted at above 2000⁰ C (~2100C)
Casting Platinum:
1) Use the platinum crucible recommended in your user manual. Fill with a minimum of 30 g of platinum (varies for different application), and place into the coil. The crucible should be placed into the plate with some angle towards the metal flask. With newer EasyCast models, this angle is built into the plate, so this adjustment is not needed.

Figure 12: placing the crucible in the plate
2) The platinum material used for melting can be ingots, beads or scrap. If scrap is used, make sure it is cut in small pieces and compressed well in the crucible, so it can melt properly. Platinum powder cannot be melted with this machine.
3) Open the burnout door, grab the flask firmly with the tongs and firmly place in the flask holder in the casting machine. Make sure that the flask is transferred quickly from the burnout oven to the casting machine, so it does not cool off until it is casted.
4) Close the door of the chamber and evacuate the air by initiating the vacuum cycle, then backfill the chamber with argon. If you cast rings with very fine details, we recommend casting under vacuum. This will help the metal penetrate the small channels and avoid compressing the gas in the chamber into air bubbles.
5) Start the Melting cycle. Observe the melting process through the visor and look at the temperature reading. After the alloy reaches about 1930-1950⁰C, press the cast button to start the casting process.
6) The heating coil will automatically drop and the arm will start spinning.
The casting takes about 20 sec.
7) After the casting cycle is completed, grab the flask with the tongs and dip into a bucket with cold water for a few minutes while trying to break the investment to remove the casting.

Figure 13: A flask after casting
8) Once the piece is released from the investment clean by water jet, sandblasting or dipping in acid. The below pictures show the completed results of casting platinum with the Ultraflex EasyCast.

Figure 14: a complete ring after casting

Figure 15: A complete ring with visible details

Figure 16: A different ring after a completed cast

