
Objective: A customer from the automotive industry, who already uses UltraFlex induction heating equipment, needs to increase production capacity, by adding one more air-cooled induction system with a custom design inductor.
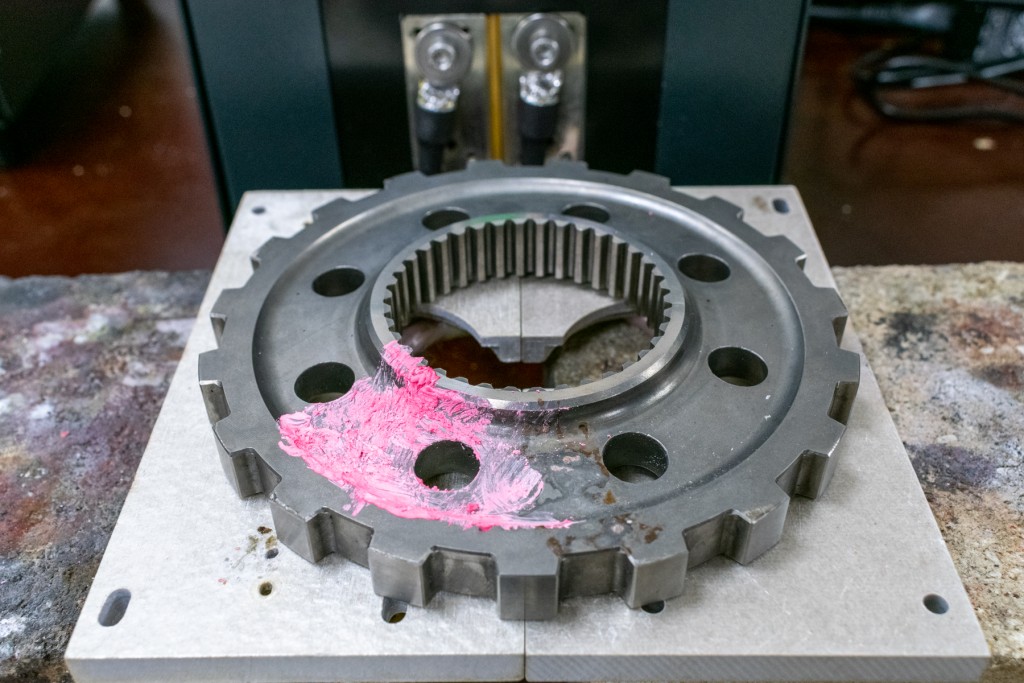
For this process, the customer provided a gear-wheel that we must heat to a temperature suitable for shrink fitting. The heated material is magnetic steel, and the required temperature is around 110°C.
The process requirements for this application test are two. We have to reach a max heat cycle time of 100 sec., while the whole duty cycle between heating cycles must be 500 sec.
One more important goal is to heat the part as uniformly as possible.
Industry: Automotive & Transportation
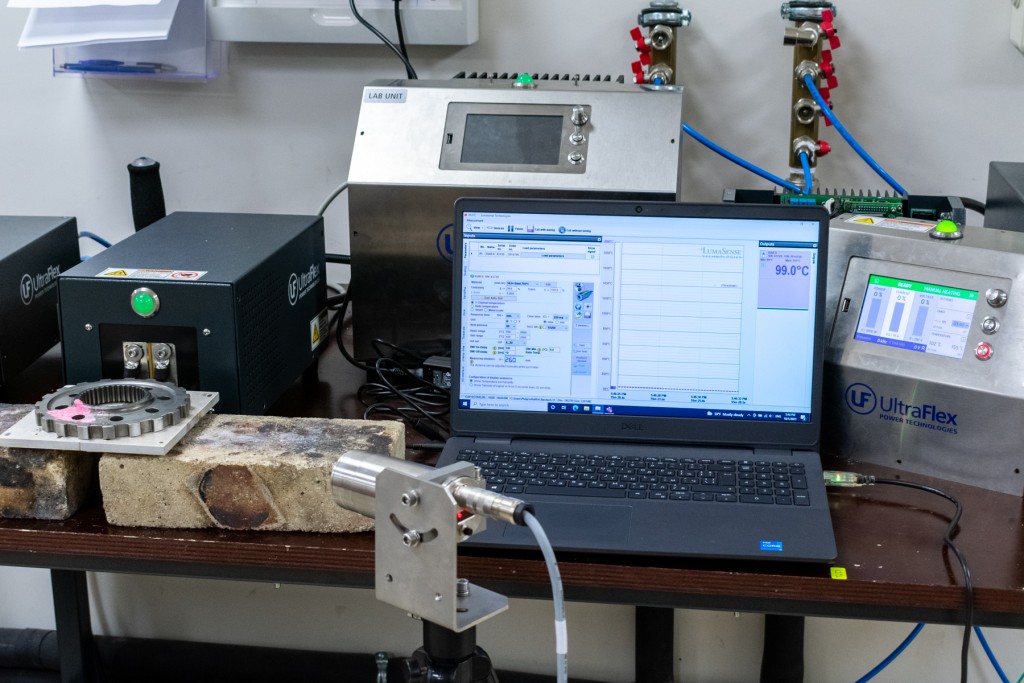
Equipment: To confirm the objectives of the application, we used an UltraHeat Air-Cooled 2kW unit with a custom pancake litz induction coil.
Process: For this application test, our engineers decided to use a manually-wound pancake coil. The settings of the air-cooled power supply were 1.1kW of power with 150°C of temperature and reached the desired heat time of 100 sec.
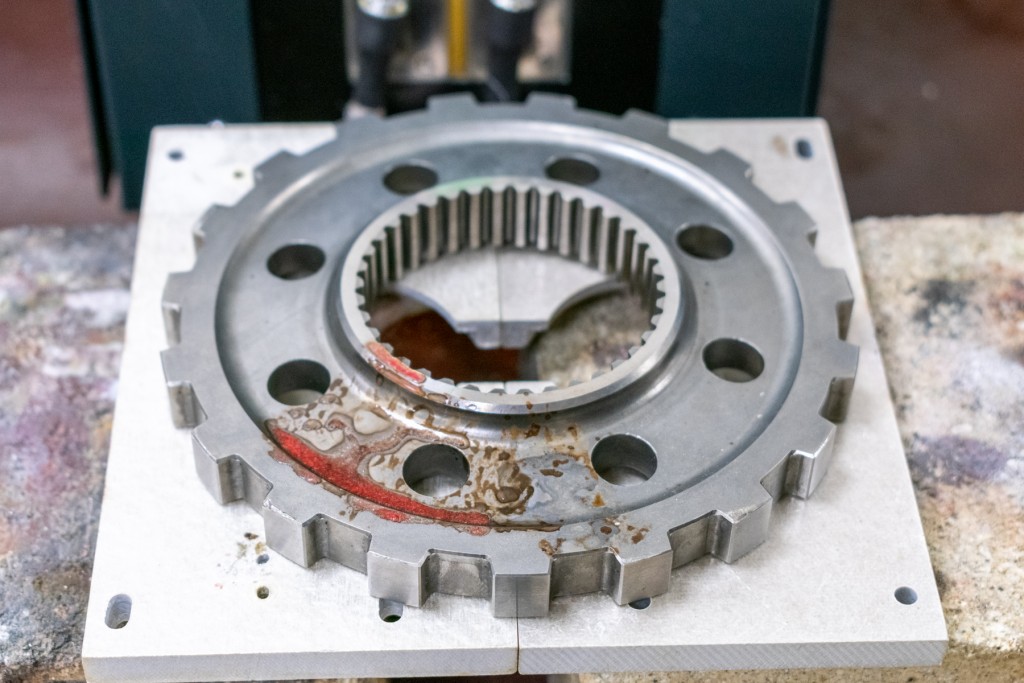
We used a pyrometer and a tempilaq paint to measure the exact temperature during the heating cycle. Additionally, the distance between the steel gear-wheel and the coil was around 5 mm. The heating cycle can be even faster if the heated part is placed at a 3mm distance from the coil.
Benefits: This shrink fitting process can be easily automated in the future. With induction heating technology, the process is controllable, safe, and energy efficient.
Reference Info: Application Note 3464-7284
Read more about other induction shrink fitting applications.
To request more information about this Application note, please contact us.




Subscribe to our YouTube Channel
Video
