
Objective
Inductively heat the magnetic steel strip at a rate equal to 19.7ft (6m)/minute to 500°F (260°C).
For the customer’s application, evenness of heating is critical, with a requested delta-T of +/- 41°F (5°C) (491°F – 509°F; or 255°C – 265°C)
Materials
• Magnetic steel strip, 5” (127mm) long / 0.02” (.508mm) thick, spine .259” (6.579mm) wide, legs are 0.0835” (2.121mm) wide with approximately 0.050” (1.27mm) space between each leg.
• C-1010 mild steel
TEST 1
Equipment
UPT S-2 Water Cooled Power Supply
HS-4 Heat Station
Helical coil
Key Parameters
Power: 1.8 peak kW
Temperature: Spine at end of 1 seconds cycle – 500°F (260°C), legs end of cycle + seconds 400°F (204°C).
Time: 1 second cycle.
Process and Results:
The purpose of initial tests is to better understand how the strip will heat, and in particular, how the “fingers’ heat in comparison to the spine. In this test, the spine temperature reached 500°F (260°C) and the fingers lagged. Delta T was noted to be approximately 100°F (56°C).
TEST 2
Equipment
UPT S-2 Water Cooled Power Supply
HS – 4 Heat Station
“Lab” Oval coil
Key Parameters
Power: 1.89 peak kW
Temperature: Spine at the end of a 3 seconds cycle – 500°F (260°C), legs at end of the 3 second cycle – 440°F (227°C).
Time: Basic simulation of a conveyor coil heat pattern – allow 450 milliseconds for ramp time – total static cycle 3 seconds.
Process and Results:
With this test, we change from a round coil to an oval coil. This allows us to focus heat differently into the “fingers’ versus the spine, in order to reduce the delta T.
The delta T for the simulated conveyor coil test was improved – 600°F differential. Based on the improved results, we see that further decoupling away from the spine is needed, in order to ensure even heating, and to further reduce the delta-T.
TEST 3
Equipment
UPT S-2 Water Cooled Power Supply
HS – 4 Heat Station
Oval 2 turns coil
Key Parameters
Power: 1.84 peak kW
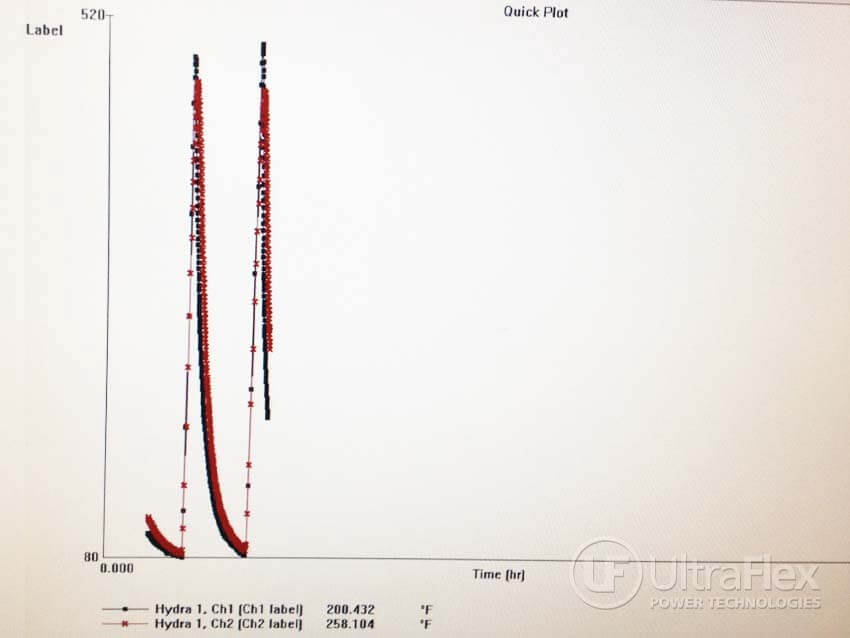
Temperature: Temperature on the spine at end of 3.3 second cycle 491°F (255°C), legs lagged 2 seconds behind and reached 472°F (244°C).
Time: 3.3 seconds needed using the 2 kW fully tuned to heat the 5” length of sample as noted above.
Process and Results:
With this test, we decouple further away from the spine to further improve the evenness of heating. The coil was changed to a 2 turn coil with an opening 1.75”. The delta-T has been further improved; however, due to the decoupling, our overall heating rate is below the customer’s targeted rate.
TEST 4
Equipment
UPT S-5 Water Cooled Power Supply
HS – 4 Heat Station
Oval 2 turns coil
Key Parameters
Power: 4.61 peak kW
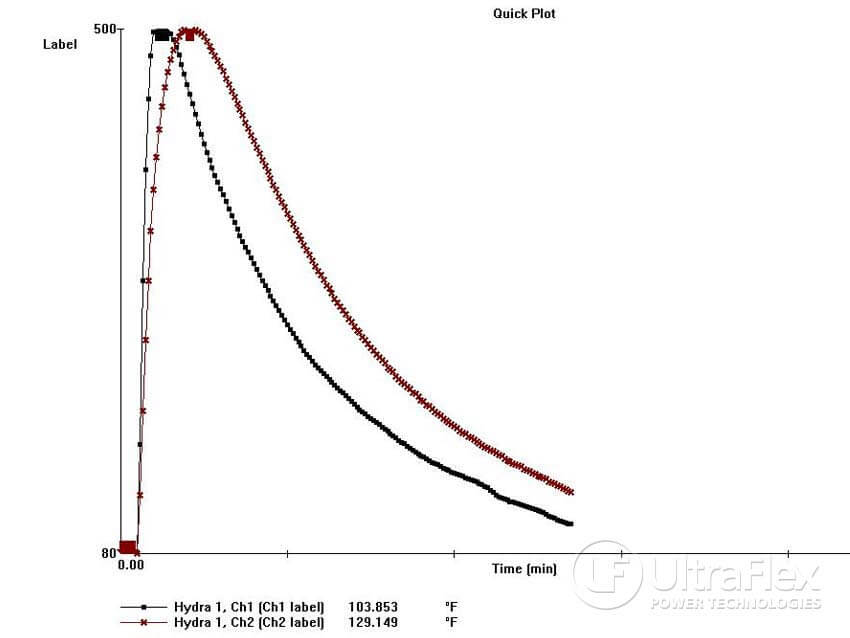
Temperature: Peak temperature on the spine at the end of a 1.6 seconds static heat cycle – 506°F (263°C), peak temperature on the legs – 494°F (257°C).
Time: 1.6 seconds used to heat the 5” strip to temperature as noted above.
Process and Results:
In this test, we increase power to a 5 kW unit, and continue to use 2 turn coil that decouples from the spine of the strip, ensuring more even heating. A higher power induction system is needed since we are decoupled away from the spine of the part. With this test, we meet both the target heat rate and achieve the desired evenness of heating.
Results/Benefits:
Induction preheating provides:
- Faster heating cycles
- The process is safer than the flame heating
- Technology without pollution, clean and safe
Pictures

Subscribe to our YouTube Channel
Request information or contact us about this application. Reference info: Application Note 3464-3975
