
Objective
The objective of this induction brazing application testing is to successfully braze copper to stainless steel using a M-35 power supply with a HS-35 heat station
Equipment
M-35 Power Supply
HS-35 Heat Station
Ultraflex custom coil
Key Parameters
Power: 23.65 kW
Temperature: Approximately 1300°F (704)°C
Time: 3.5 mins
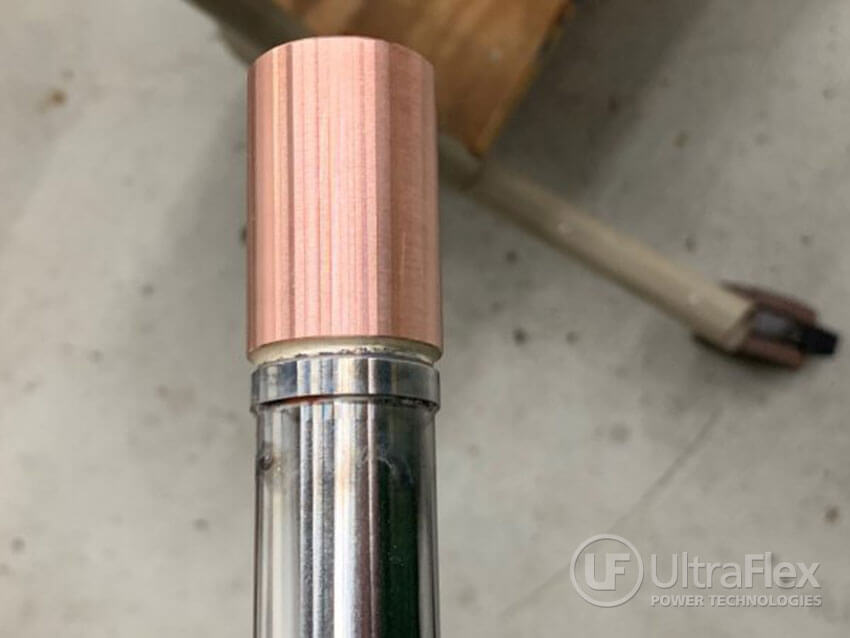
Materials
Cooper
4.5″ OD
0.5″ Wall Thickness
Stainless Steel 4″ OD
Braze Joint 2″
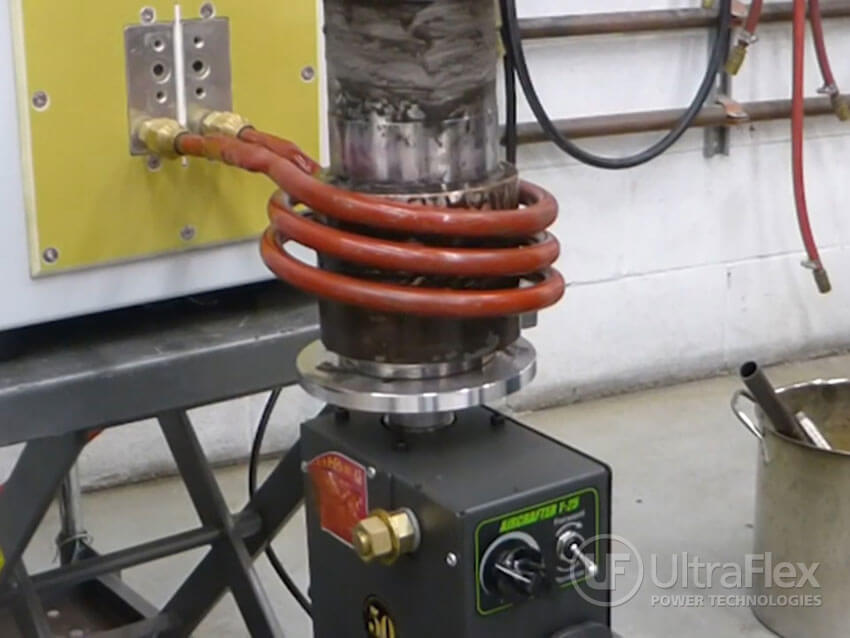
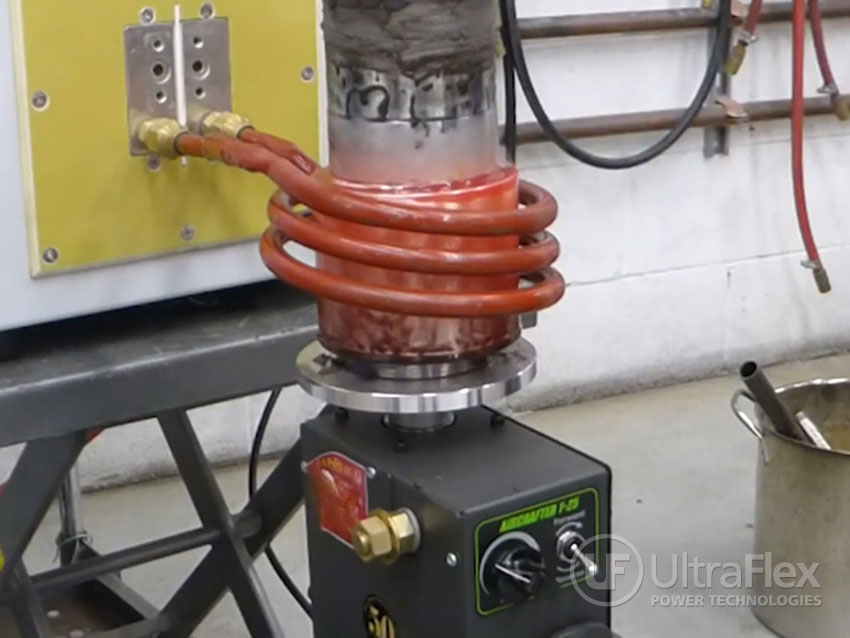
Process:
In order to start the brazing of copper to stainless steel the part was centered on a turntable. The coil was then positioned around the copper because it is less efficiently heated than stainless steel. As the part was rotating, approximately 25kW were being applied to the coil. Once the brazed joint was close to the ideal brazing temperature, the alloy was hand fed onto the joint. The induction brazing of cooper to stainless steel was completed and successful.
Results/Benefits:
The result of the brazing copper to stainless steel application testing was a positive one, the induction brazing was completed and the copper to stainless steel was done seamlessly. This test resulted in high quality and repeatability of the brazed joints, increased productivity and control of the time and temperature.
Photos:



Subscribe to our YouTube Channel:
Video:
Request information or contact us about this application. Reference info: Application Note 3463-4881