
Test 1
Materials
• Titanium Tube 1” (25.4 mm) OD 0.035” (0.88 mm) wall
• Copper reducing sleeve
• Tube OD fits into the sleeve. Sleeve weight: 0.103 lbs. (46.7 kg)
Power: 1.7 kW
Temperature:
Proprietary alloy
Temperature listed as 704° C (1300° F) by customer
(superior flux for Titanium)
Time: Approximately 150 sec
Test 2
Materials
• Titanium Tube 0.750” (19.05 mm) OD 0.035” (0.88 mm) wall
• Copper male adapter fitting.
• Fitting weight – 0.144 lbs. (0.065 kg)
Power: 1.72 kW
Temperature:
Proprietary alloy
Temperature listed as 704° C (1300° F) by customer
(superior flux for Titanium)
Time: 115 sec
Test 3
Materials
• Titanium tube 0.750” (19.05 mm) OD 0.035” (0.88 mm) wall
• End Cap (Copper) .830” (21.08 mm) OD x .740” (18.79 mm) long
Power: 1.68 kW
Temperature:
Proprietary alloy
Temperature listed as 704° C (1300° F) by customer
(superior flux for Titanium)
Time: 72 sec
Test 4
Materials
• Titanium tube 0.5” (12.7 mm) OD 0.035” (0.88 mm) wall
• Copper male adapter fitting
• Fitting weight 0.0082 lbs. (0.0037 kg)
Power: 1.7 kW
Temperature:
Proprietary alloy
Temperature listed as 704° C (1300° F) by customer
(superior flux for Titanium)
Time: 125 sec
Process Steps:
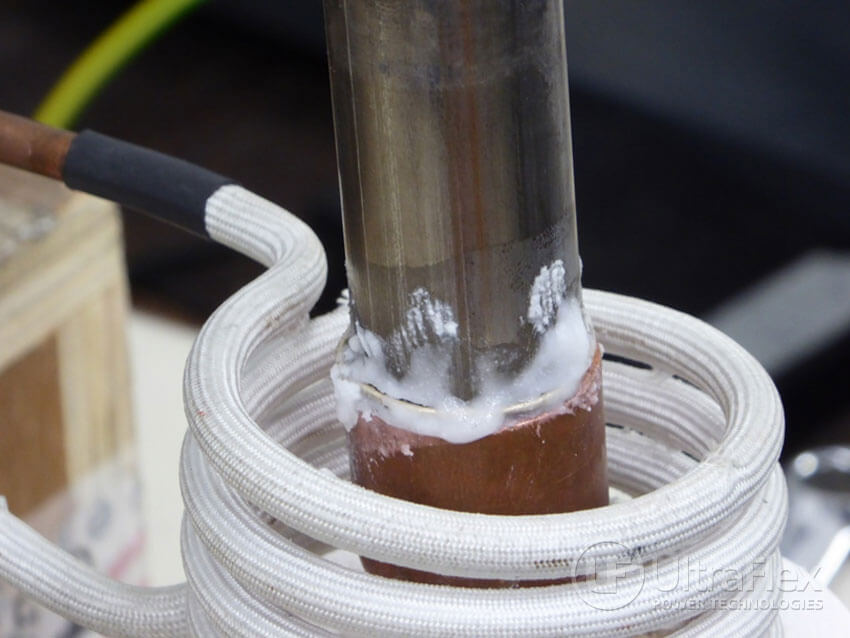
- Tubes and fittings were pre-fluxed with the provided Superior TBA-1 flux.
- We attempted to wind the provided braze wire into a pre-formed ring to fit snugly against the Titanium tube at each interface touching the copper cap/or fitting. (see notes and recommendations)
- The assemblies were located in the test coil with the top of the copper fitting/cap in line with the top turn of the coil since the copper heats slower than the Titanium tube. To accommodate all tested sections, we used a pedestal made from a high temperature ceramic to support the part (see photographs)
- Heating time was taken when visible flow of the braze alloy was noted. (heat time can be improved if required utilizing a smaller ID coil for the .5” and .75” diameter tube assemblies)
Notes:
- The reducing fitting was very loosely fitted to the 1” titanium tube. As provided alloy was limited, we were only able to form one pre-formed ring for each joint made. (see recommendations)
- The alloy wire provided apparently is designed for Hand Feed – winding the pre-formed ring was extremely difficult as the wire can only withstand a limited amount of torque pressure prior to snapping. It was not possible for the lab to make a consistent ring to fit both flat and snug against the tube at the interface of the joint.
- Test 1 – Based on the loose fit, we were not able to determine if the volume of alloy completely filled the gap between the tube and fitting. The alloy flows (video) but more than one ring may be needed to fill the gap between components if they are loosely fitted. For most braze joints, the recommendation is to have .0015” to .002” radial clearance to accept the molten alloy when using a pre-formed ring.
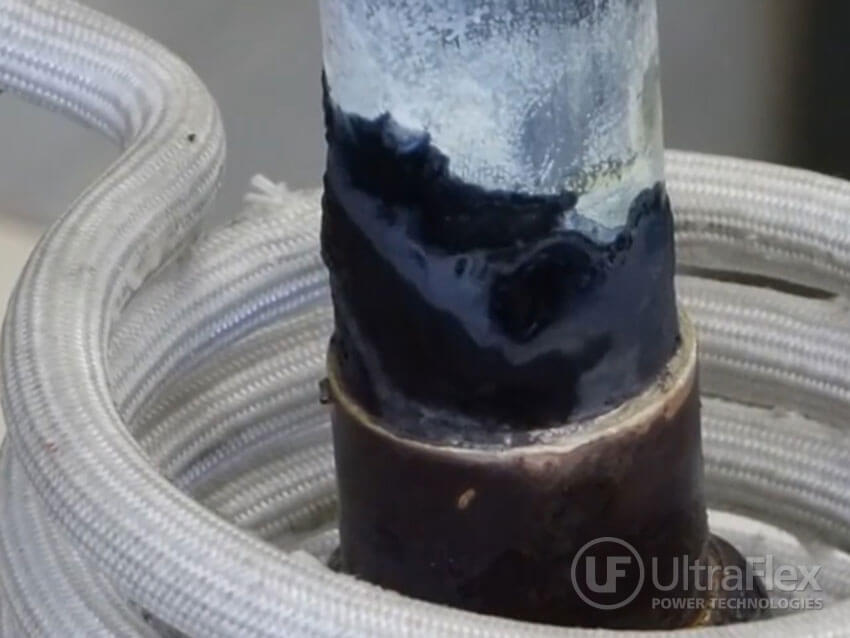
- Test 2 – .750” tube to a male screw fitting – One ring was place at the interface – alloy ring resting on the copper fitting top. Flow appears to be very even for this joint set up
- Test 3 – End cap to .75” tube – the end cap fit very tightly – almost a forced fit – did not leave room for the alloy to fully flow in the gap – evidence of overflow of excess alloy – (see recommendations)
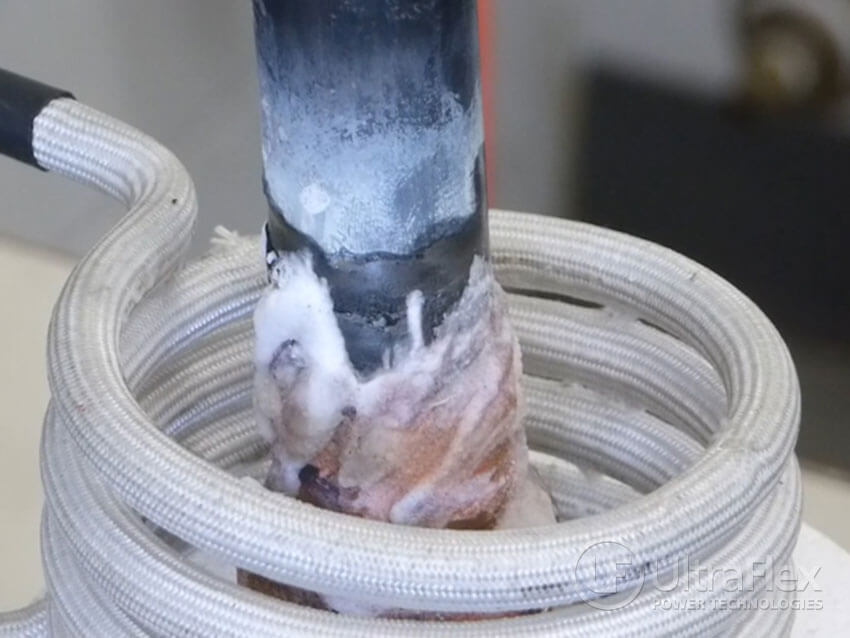
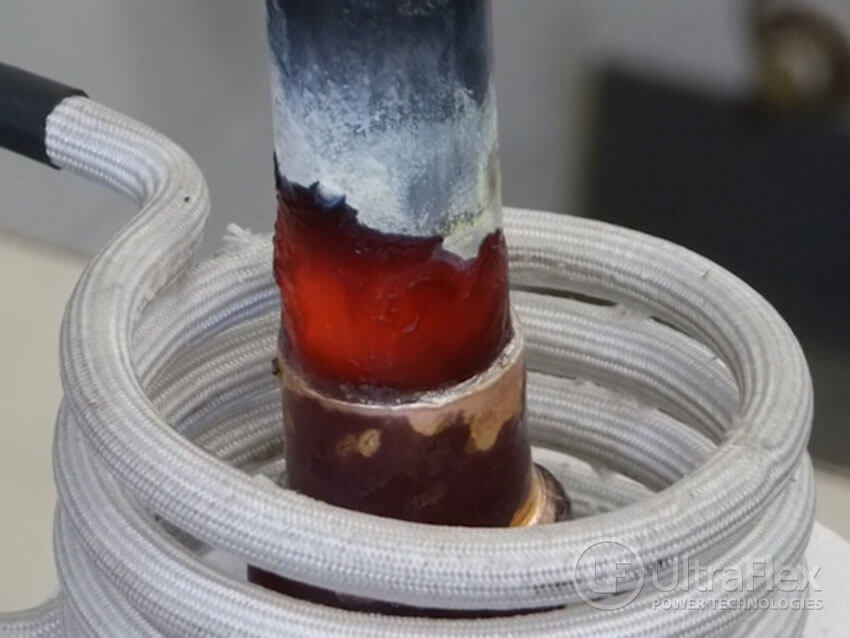
- Threaded copper male fitting to the .5” OD titanium tube – Again the fit is very tight here – we can see a small fillet at the interface with over flow of excess alloy on the fitting. (see recommendations0
- End cap to .5” titanium tube – The fit up is almost a forced fit leaving little room for alloy flow along the tube a cap ID
Results and Conclusions:
- The assemblies can be heated to flow the alloy at different heat times based on the part size using one load coil.
- Induction can be used to replace flame
- We have offered some recommendations and suggestions offered fro make the process very consistent – requesting preformed alloy rings and additional samples to demonstrate repeatability of the process
Pictures













Video Test 1
Video – Test 5
Video – Test 7
Video – Test 8
Video – Test 9
Request information or contact us about this application. Reference info: Application Note 3463-4755