
Objective
The customer currently outsources the process to braze brass fittings into the brass housing. The cost of this outside processing is $30 per part. By in-sourcing, the part cost will be reduced, and the customer can also avoid delays in the outsourcing process.
Equipment
Ultraheat UPT-S2 Power Supply
HS-4 Heat Station
Materials
• Silver brazing preform
• Stay-Silv brazing flux
Key Parameters
Temperature: Approximately 1250°F (677°C)
Power: 1.98 kW
Time: 150 seconds
Process:
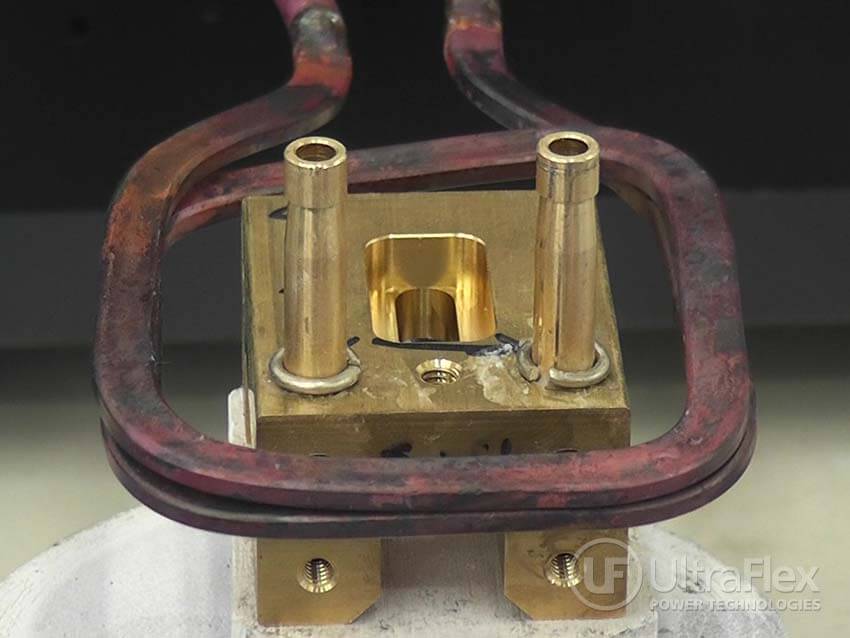
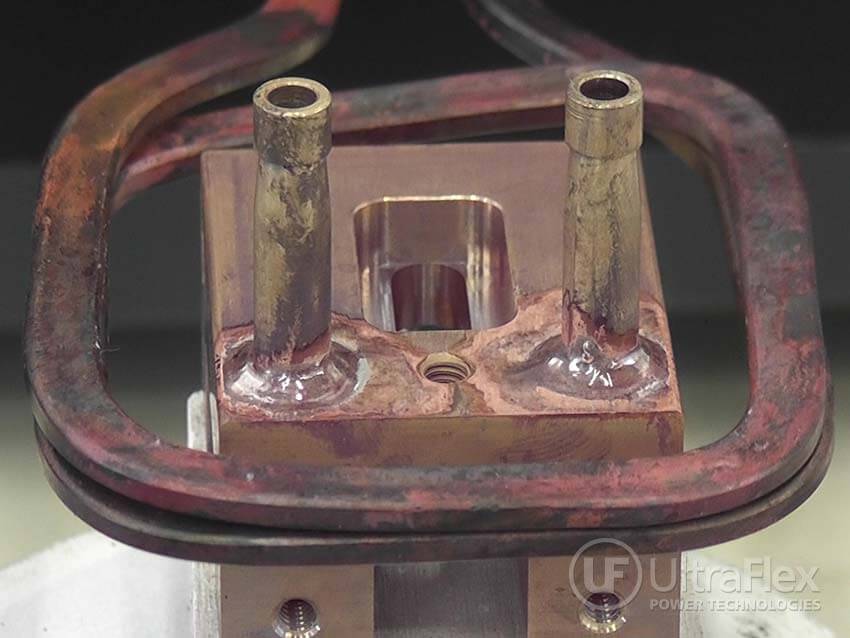
- Braze Brass Fittings into Brass Housing: the barb fittings are positioned into the housing, with a pre-form placed at the position of the joint.
- The assembly is then positioned into the induction coil.
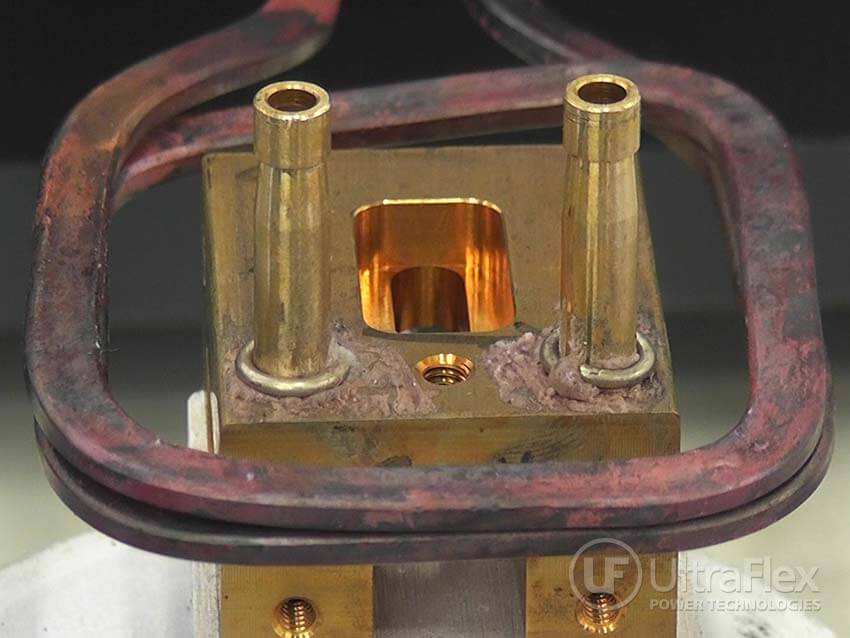
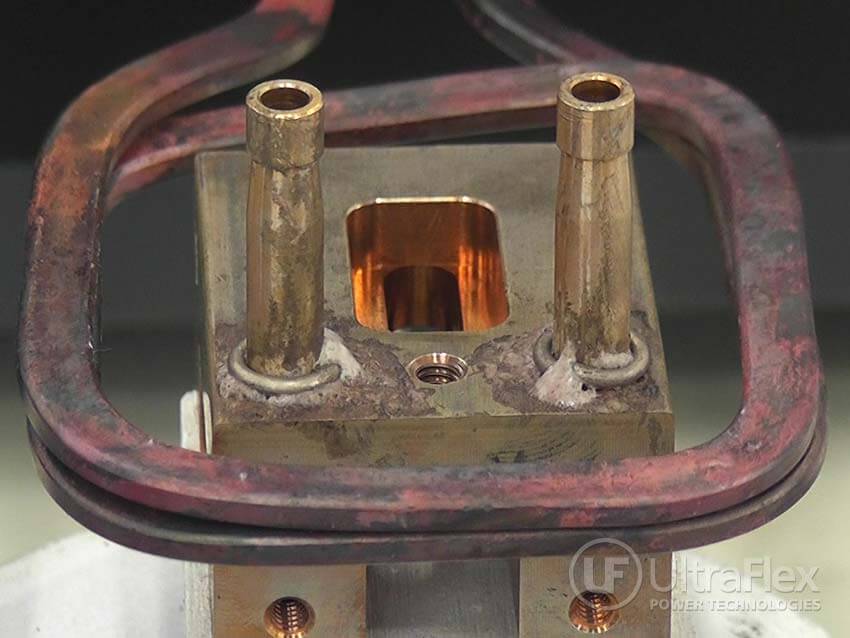
- At approximately 2:15, a small amount of brazing alloy is added by hand during the heating, to fill the opening not covered by the preform. A production preform would completely encircle the part, and not have a gap.
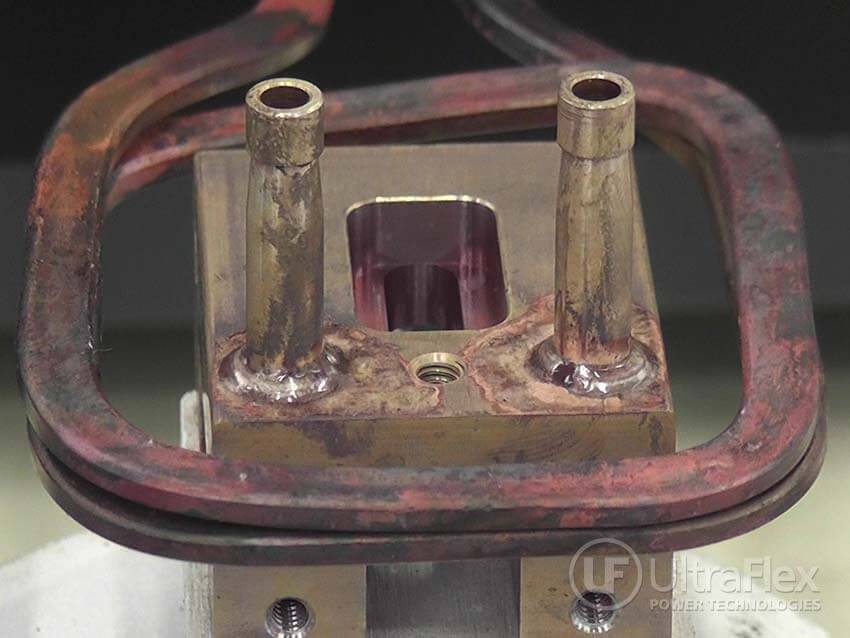
- The finished braze, shows a consistent fillet at the braze joint.
Results/Benefits:
Enables in-sourcing of an assembly process that has been done by a supplier. Avoids costly delays in processing.
- Precise control of the time and temperature
- Power on demand with rapid heat cycles
- Repeatable process, not operator dependent
- Safe heating with no open flames
- Energy efficient heating
Pictures


Video
Request information or contact us about this application.
