
Objective
Heat a small block section of a 4140 steel gun barrel to 1500◦F (815◦ C) and quench in oil.
Recommended Equipment
The recommended equipment for this application is the UPT-W10/150 power supply with the HS-8 heat station.
Test1
Materials
4140 steel gun barrel
Power: 9.51kW
Temperature: 1490°F (810°C)
Time: 3.3 seconds
Test2
Materials
4140 steel gun barrel
Power: 9.62 kW
Temperature: 1730°F (943°C)
Time: 3.5 seconds
Test3
Materials
4140 steel gun barrel
Power: 9.73 kW
Temperature: 1530°F (832°C)
Time: 2.2 seconds
Test4
Materials
4140 steel gun barrel
Power: 9.51 kW
Temperature: 1550°F (843°C)
Time: 2.2 seconds
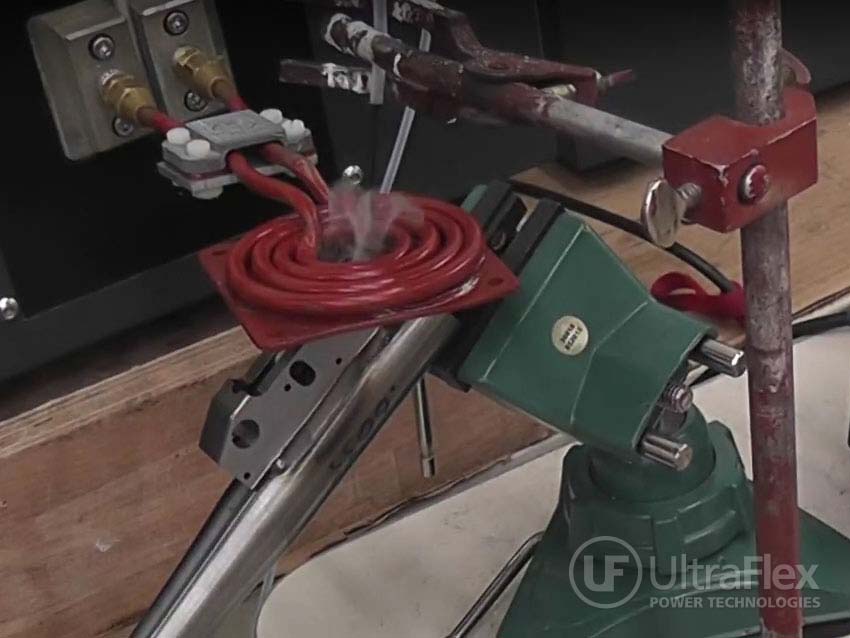
Results and Conclusions:
The parts were heated in two different coils for comparison. The plate concentrator coil provided a better heat time and concentrated the heat marginally better than the oblong coil. Part positioning in the coil is very important in this application and will require fixturing for accurate repeatability. The time it took to move the part from the coil to the quenching oil varied and allowed the temperature to drop from the peak temperature reached. The exact quenching temperature for each sample part is unconfirmed. Sample number 4 was used as a tuning/test sample and was heated several times but not quenched. At the end of the testing, it was heated using the pancake concentrator coil and then quenched in oil.
Pictures





Subscribe to our YouTube Channel
Video Test 1
Video – Test 2
Video – Test 3
Reference info: Application Note 3463-4829
