
Objective
The objective of this application is hardening ends of stapler cartridges using induction.
Recommended Equipment
The recommended equipment for this application is the UPT W10 power supply with the HS-8 heat station.
Materials
Double stapler cartridge, 0.64” (16.25 mm) x 0.54”(13.71 mm) x 0.8”(20.32 mm) heat length, 0.0425”(1.07 mm) thick magnetic steel
Key Parameters
Power: Up to 10 kW
Temperature: 1400°F – 1600°F (760°C – 871°C)
Time: Average 3.5 seconds
Results and Conclusions:
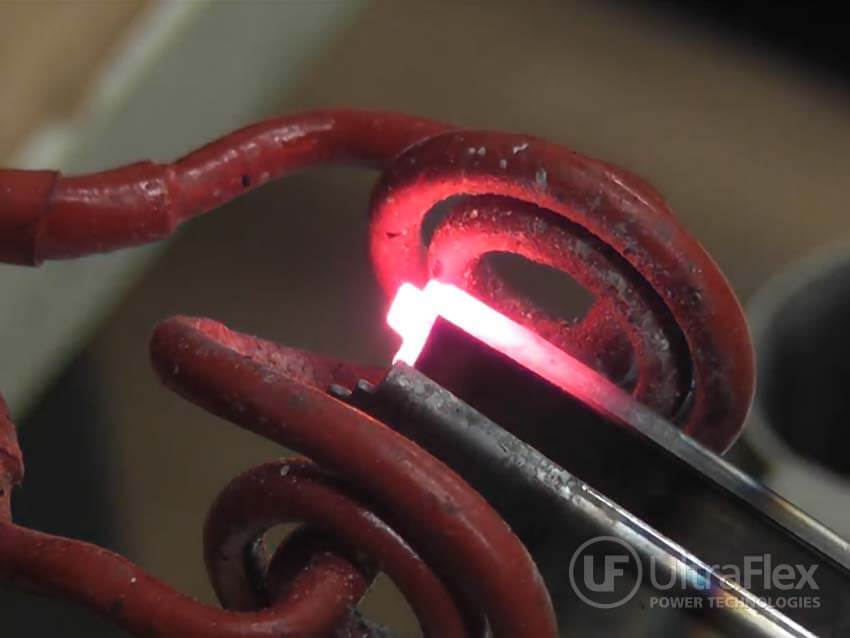
Testing was then done using a short channel/open coil which provided better heat distribution across the part. The positioning of the part in the coil makes a difference in how it heats. The temperature was verified using a dual color Williamson pyrometer with an accuracy of +/- 3.6◦F. The 10kW system can bring up the part up to 1400◦F (760◦C) to 1500◦F (815◦C) plus in an average of 3.5 seconds. Temperature was checked on the outside and the inside staple cartridge with a temperature difference of 50◦F to 100◦F (10◦C to 37.7◦C) or less depending on heat time. Temperature was measured on the inside of the parts before quenching. All parts were quenched in Quenchfast quenching oil.
Pictures






Subscribe to our YouTube Channel
Video
Reference info: Application Note 3463-4837
