
An endovascular device manufacturer aims to achieve controlled induction heating of a catheter tipping die.
UltraFlex has worked closely with the company to help them choose the most suitable induction heating equipment.
Industry: Medical & Dental
Temperature: 211℃ (412°F)
Equipment: UltraHeat SM – 5 kW induction power supply
Material: Steel die and TPE (Thermoplastic Elastomer) Material
Time: 3 to 4 seconds
Process:
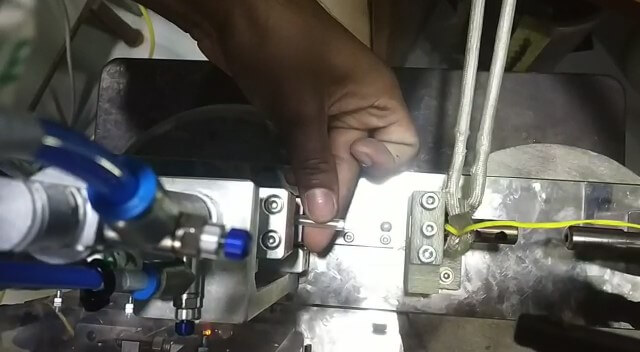
In order to establish a full control over the process and the desired repeatability, a “K” type thermocouple was connected inside the die, while a temperature display unit was wired with relay to switch off the power unit. The die is being pre-heating before the catheter tube insertion. During this process one should be extremely careful as to not overheat the die. If overheating occurs, the die will lose its magnetic properties and will not be able to heat properly.
Catheters are formed by inserting catheter tubing into a heated die. When the plastic tube presses against the inner surface of the die, it melts and flows into the die’s cavity. After air- cooling the die, for no more than 8 seconds, the plastic solidifies. Then, it can be removed from the die. The formed tip takes the shape of the die’s inner cavity forming rounded edges. The temperature of the die is continuously monitored with a “K” type thermocouple, which allows us to monitor the process.
What Should Be Considered When Heating a Die?
- High-frequency power supply – UltraFlex’s 5 kW Power Supply was successfully used for the process.
- Cycle time (Sec/Piece) – the right induction heating equipment should allow you to track the time and estimate the productivity or quantity of catheters that can be tipped.
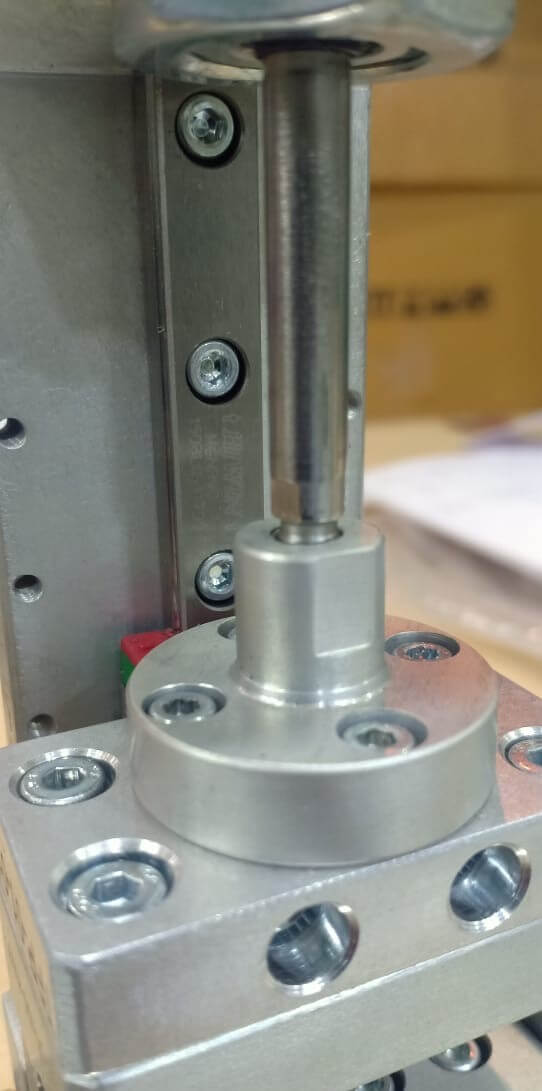
- Air gap – the gap between the die and the coil should be 1 mm from each side.
- Melting the plastic – the tube should be inserted at optimum pressure during pre-heating. This way the die will increase its temperature before the insertion of the catheter.
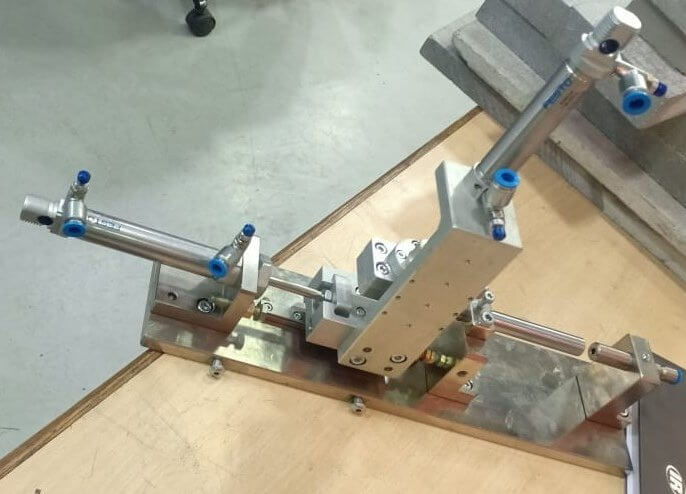
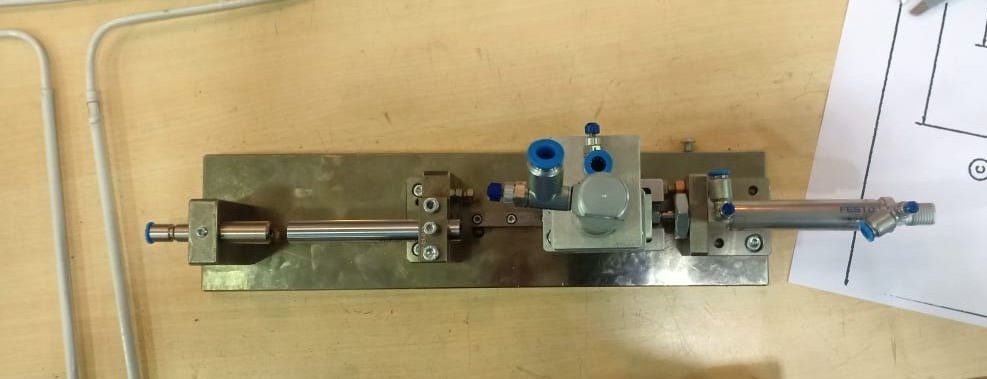
- The insertion speed – the speed with which the catheter is inserted into the die. It is controlled by a pneumatic flow control valve and is very important for the quality of the tipping process. It must be carefully adjusted to match the melting rate.
- The insertion force – a pressure regulator is used to control the insertion force into the die.
To request more information about this particular Application test, please contact us.
Pictures






Subscribe to our YouTube Channel
Video
