
Objective
The goal of this test application is braze alloy to wire with induction while the wire remains as short as possible.
Equipment
UPT-S5, Ultraheat 5 kW Power Supply
HS-4 Heat Station
Plate concentrated coil
Materials
• Brazing paste (easy-flo 45)
Key Parameters
Power: 2.4 kW
Time: 4 Seconds
Process:
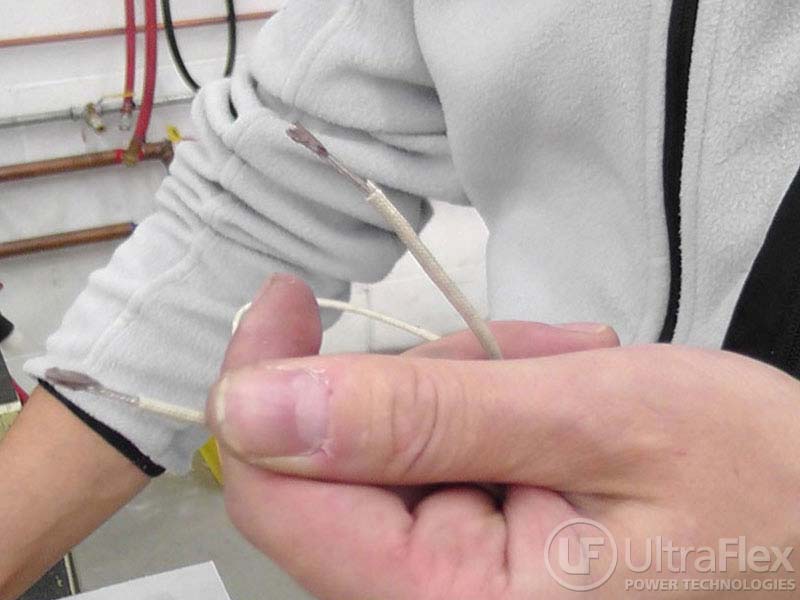
- The first step of induction brazing alloy to wire, is to pre-tin the wires with paste using a torch.
- The alloys tips were cut as short as possible, and the brazing paste was placed on the contacts. (see figure 1)
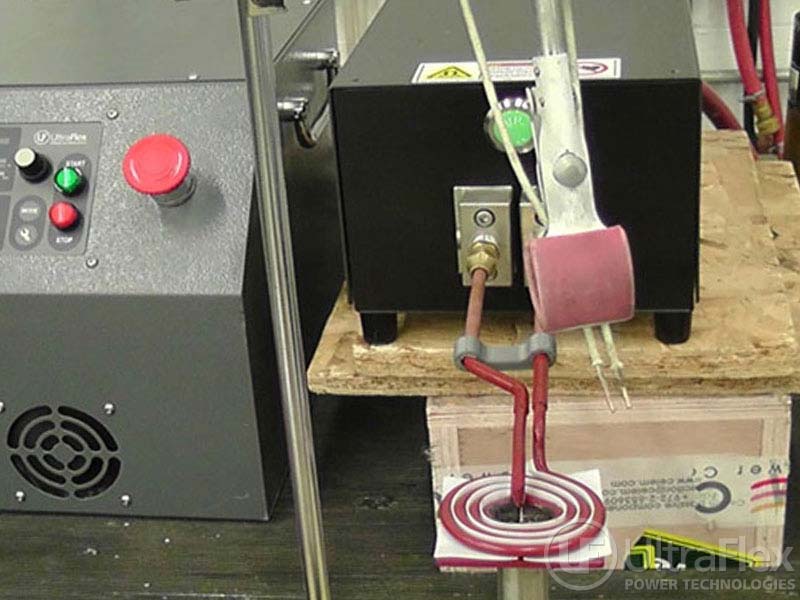
- After preparing the wire, they were secured to the heater contacts which was going through the coil. (see figure 2)
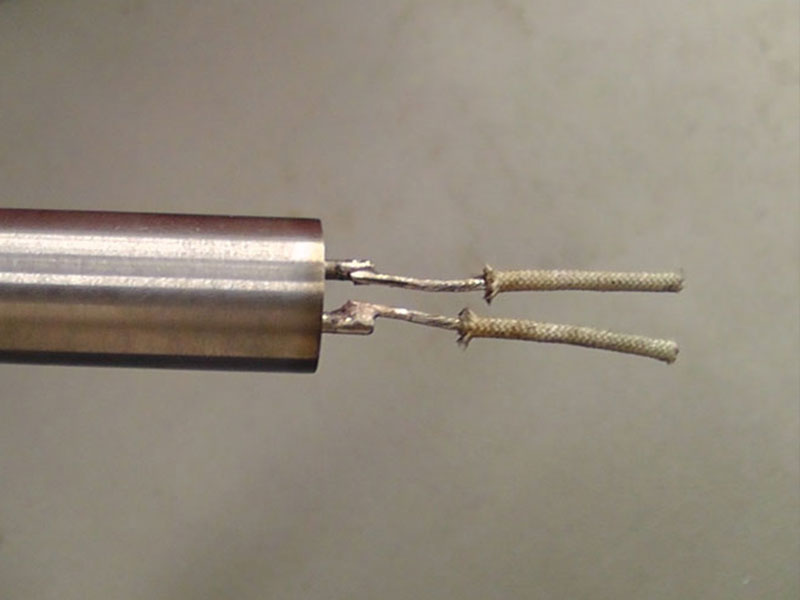
- The induction unit was run for 4 seconds to complete the braze. (see figure 3)
Results/Benefits:
Induction heating provides:
- Strong durable joints
- Selective and precise heat zone, resulting in less part distortion and joint stress than welding
- Less oxidation
- Faster heating cycles
- More consistent results and suitability for large volume production, without the need for batch processing
- Safer than flame brazing
Pictures


Request information or contact us about this application.