
Objective:
Susceptor Heating of graphite in argon atmosphere to 1022◦F (550◦C) and then continuing to heat the same sample to maximum temperature that is possible without retuning the equipment.
Equipment:
UPT SM2/200 Power Supply
HS – 5W Heat Station
Ultraflex 12-turns coil
Materials
Graphite in Argon atmosphere (chamber pressure 0.03MPa to 0.04MPa)
Step 1
Power: 0.06kW – 0.50kW
Temperature: 72.80◦F – 1022.31◦F (22.67◦C – 550.17◦C)
Time: 2763 seconds (46.05 minutes)
Avg. Heat Rate: Average heat rate of 32.36◦F (0.199◦C) per second
Step 2
Power: 0.50kW – 0.63kW
Temperature: 1022.31◦F – 1177.16◦F (550.17◦C – 636.2◦C )
Time: 1224 seconds (20.4 minutes)
Avg. Heat Rate: Average heat rate of 32.13◦F (0.07◦C)
Step 3
Power: 0.0kW
Temperature: 1177.16◦F – 92.48◦F (636.2◦C – 33.6◦C)
Time: 4211 seconds (70.18 minutes)
Avg. Heat Rate: N/A
Process preparing:
1. Pic. 1: Thermocouple attached to graphite with Omega CC High Temperature Cement.
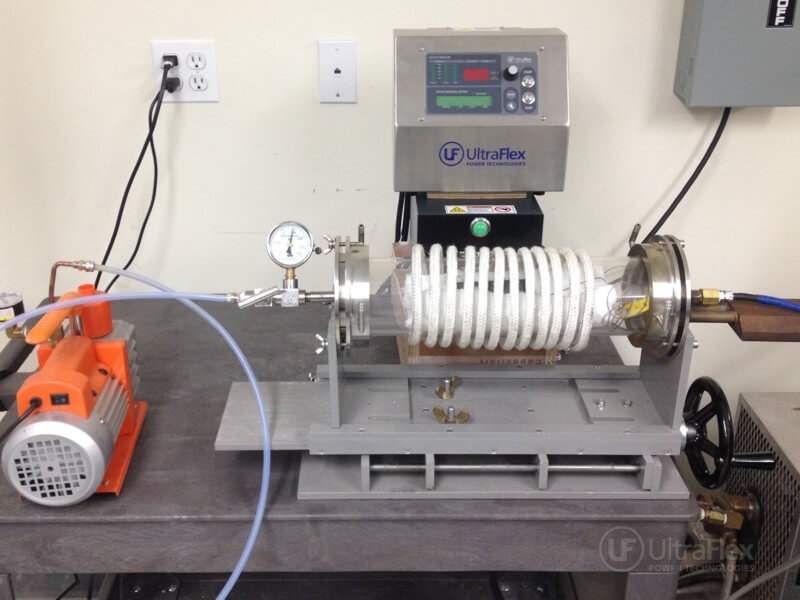
2. Pic. 2:
– SM-2/200 power supply and HS-5 heat station.
– Vacuum pump attached to quartz enclosure with UPT coil wrapped around the quartz.
– Argon feed tank and Hydra temperature recorder not seen in photo.
– K type thermocouple used for temperature measurement.
– Temperature measurements were taken once every second.
– Quartz chamber was set to a vacuum of 0.04MPa, after which it was pressurized with argon to 0.04MPa.
– This process was repeated a total of 3 times before the heating cycle began under a final pressure of 0.04MPa.
– Ambient temperature outside the chamber was 69.80◦F (21◦C)
– Graphite was seated in insulation to prevent damage to quartz tube.
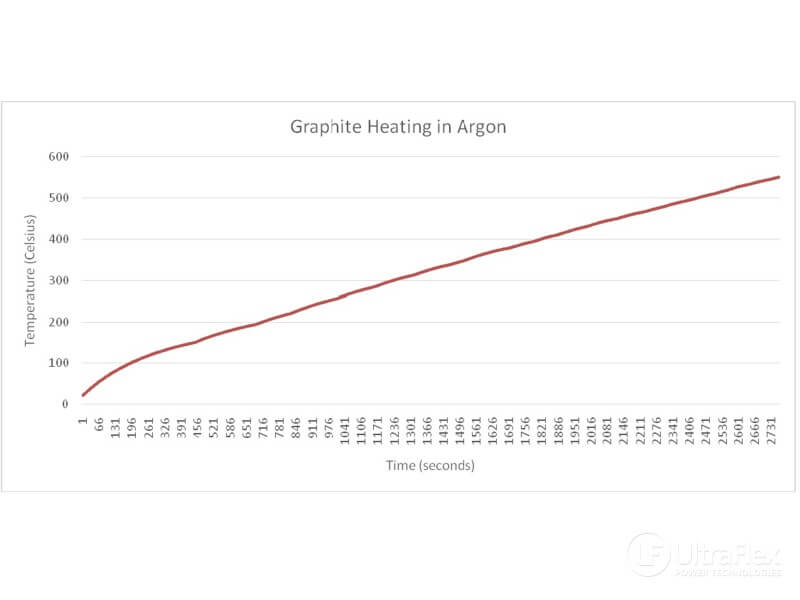
3. Pic. 3:
Graphite Heating in Argon, final temperature of 1022.31◦F (550.17◦C) at 2763 seconds.
The argon pressure was kept between 0.03MPa and 0.04MPa during the heat cycle.
Process:
Step 1 (pic. 4, video 1, video 2):
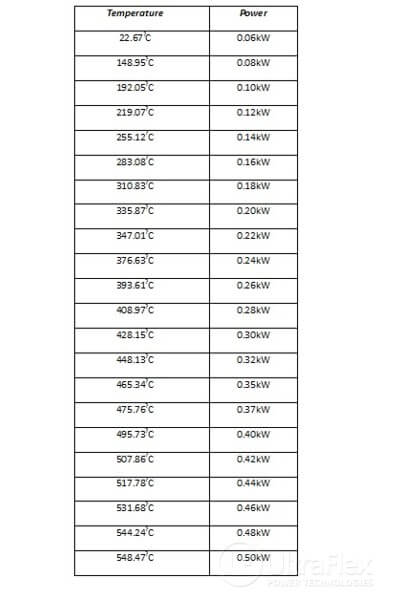
Power was regulated manually.
0.06kW was the starting power and was then increased manually if the heat rate started to fall below 32.36◦F (0.2◦C).
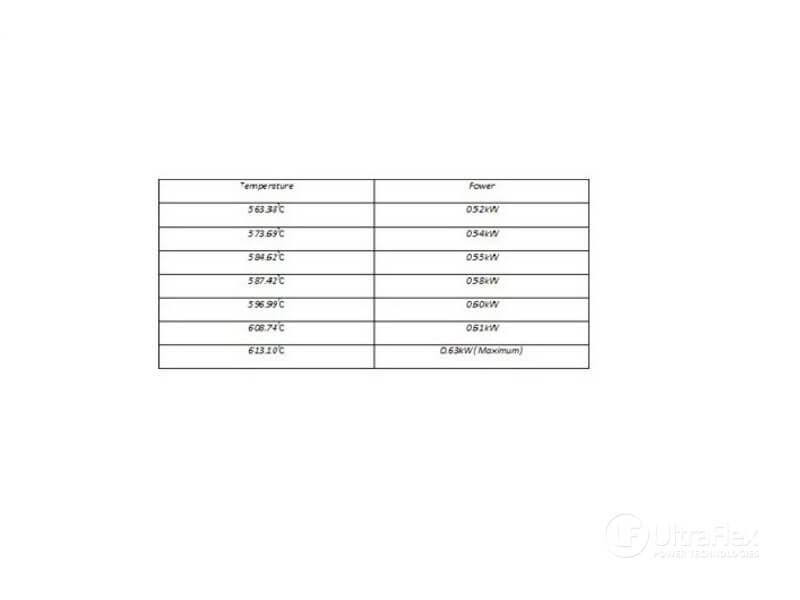
Power was increased at the following temperatures:
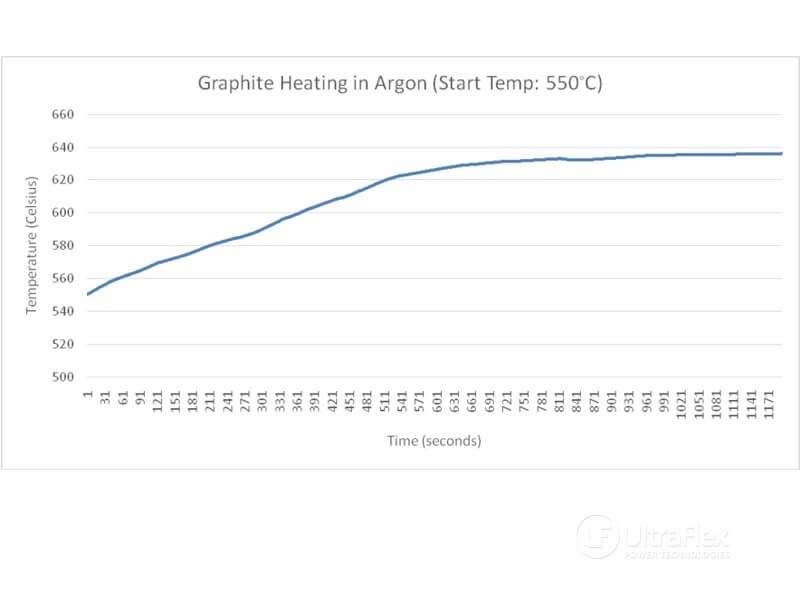
Step 2 (pic. 5, pic. 6):
Heating Graphite in Argon, starting temperature 1022.31◦F (550.17◦C), final temp 1177.16◦F (636.2◦C).
Part was continuously heated after it reached 1022◦F (550◦C) to verify the maximum temperature that can be reached without changing the machine settings. Argon pressure remained between 0.03MPa and 0.04MPa.
Power was increase in attempt to keep the heat rate at 32.36◦F (0.2◦C). Power output was limited to 0.63kW due to machine settings and test fixture set up.
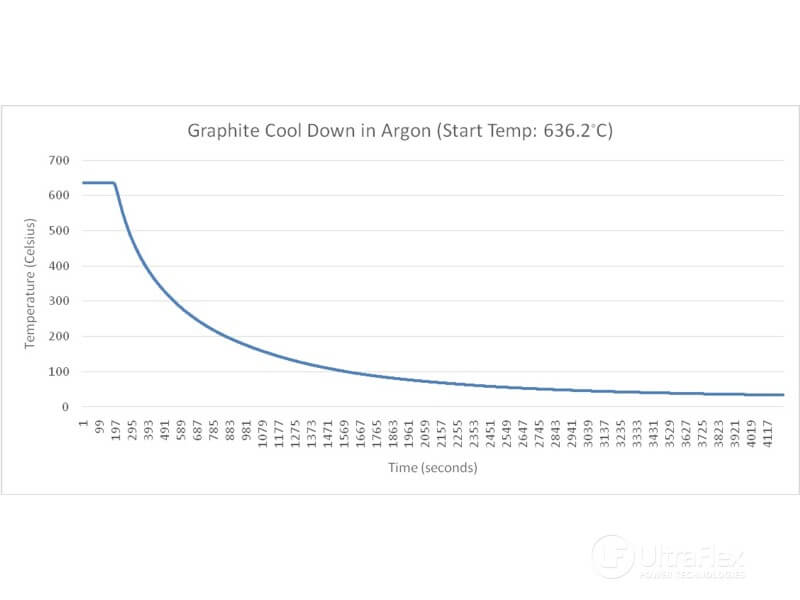
Step 3 (pic. 7):
Graphite in Argon, Cool down period from starting temperature of 1177.16◦F (636.2◦C), End temperature of 92.48◦F (33.6◦C).
Part cooled down to room temperature but argon atmosphere was no longer regulated after 92.48◦F (33.6◦C).
Results:
Starting temperature: 72.81◦F (22.67◦C)
Reached 1022.31◦F (550.17◦C) in 2763 seconds (46.05 minutes).
Reached a maximum temperature of 1177.16◦F (636.2◦C) in a total time of 3987 seconds (66.45 minutes).
Pictures

Subscribe to our YouTube Channel
Video 1:
Video 2:
Request information or contact us about this application. Reference info: Application Note 3463-4492.
