
A customer from the Metalworking industry needed to replace their existing induction heating system with a new, more flexible, and efficient unit while keep using their existing coils. They heat carbon steel bar ends for forging and hot forming purposes (range of round stock – ¼” (6.3 mm) to 5/8” (15.8 mm) diameter and up to 3” (76.2 mm) long). The heated section varies from 1/8” (3 mm) to 3/4” (19 mm). Their main requirement is the flexibility of the system, the ability to use their existing induction coils, and quickly heat different sizes of bars to forging temperature (in less than 40 seconds).
Process
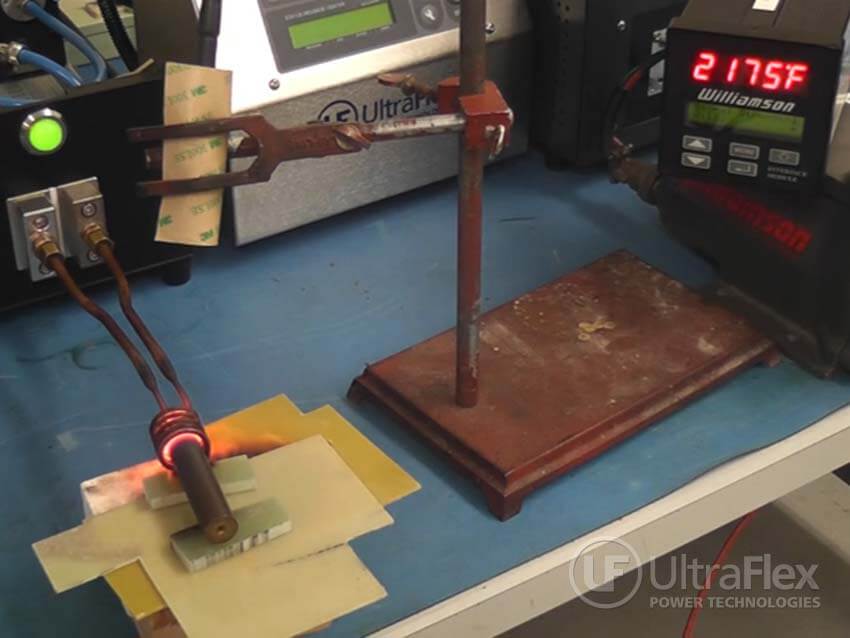
Since the customer wanted just to replace their induction heating system while keeping the process and coils the same – we performed induction heating tests using customer’s coils. We heated the parts to forging temperature or higher (bright red to yellow). The temperature of the parts was checked using an IR pyrometer.
We used a Lab Ultraheat SM-2 2/kW system to perform two tests with two customer’s coils as follows:
Test 1: Material – Low carbon steel (12L14) bar 0.57” (19 mm) OD, 3” (76 mm) long. Heated section ¾” (19 mm). Coil used -customer’s 5 turn, 1” (2.54 cm) OD coil. Forging temperature of 2100°F (1148°C) achieved in 33 sec. with 2kW of power.
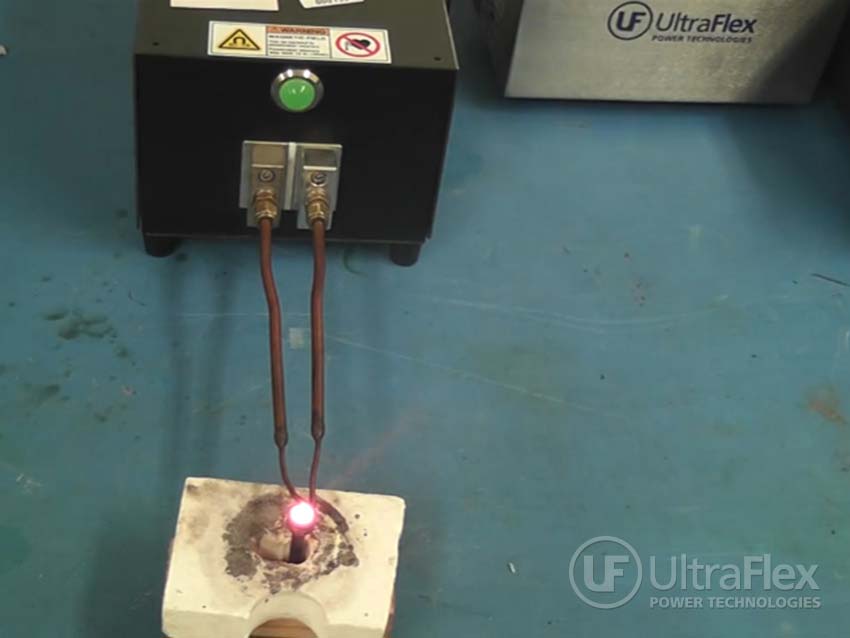
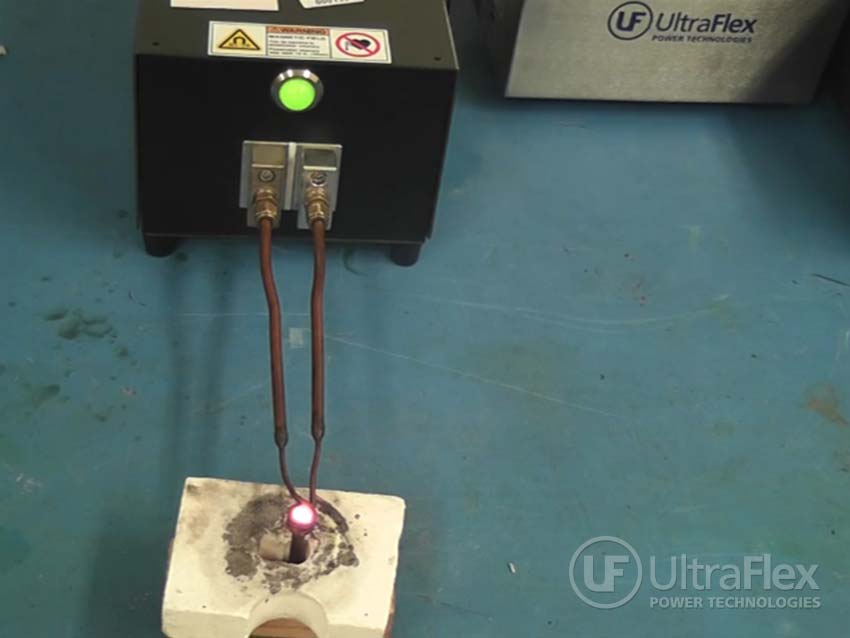
Test 2: Material – Low carbon steel (12L14) bar 0.22” (5.6 mm) OD, 2” (50 mm) long. Heated section 1/4″ (6.35 mm). Coil used – customer‘s 2 turn, 0.5” (12.7 mm) OD coil. Forging temperature of 2100°F (1148°C) achieved in 4 sec. with 2kW of power.
These heating times are well within the customer’s target and outperform their existing induction heating system with 15%.
Equipment
Based on the power requirements and the results from the testing, we recommended the UltraHeat SM2- 2 kW Induction heating system. It efficiently heats the whole range of parts achieving heating times of maximum of 40 seconds for the largest part, which was acceptable for the customer.
Industry: Foundries & Metalworking

1. The ends of the parts were put in the coils.

2. The heat was applied to the parts and temperature evaluated using an IR pyrometer.
Results and Conclusions:
Steel has very good properties and thus many practical applications. There are three different types of steel – low carbon, medium carbon, and high carbon steel.
Low carbon steel has a carbon content of 0.15% to 0.45% and it is the most preferred form of steel for heat treating. Heat treatment allows the softening of the metal for future processes like forging or welding.
Induction heating delivers quick and efficient heat. It is safe for the operator and allows you to realize higher production volumes. The workpiece is precisely heated which cuts down energy consumption compared to other heating techniques. You can also achieve maximum efficiency by determining the operating frequency of the induction system according to the size of the workpiece.
Read more about other induction forging applications.
To request more information about this particular Application test, please contact us.
Reference Info: Application Note 3463-5467
Pictures


Subscribe to our YouTube Channel
Video
Request information or contact us about this application. Reference info: Application Note 3463-5467
