
Objective
The objective is to cast metallurgical samples of a variety of powder metal alloys using the SuperCast Pro system. The custom copper mould which was used for this application was designed and produced by the UltraFlex Team. Specimens like these are used for x-ray analysis of alloys in the metallurgical industry.
Industry
Metallurgy
Equipment
Materials
- About 160 g of 316L steel (in two forms: 1. Loose powder; 2. Powder + ingots)
- 100 g of Ti64Al powder and a solid 15g Titanium piece to accelerate the process
Process
- Two casting processes were performed with the SuperCast Pro system.
- First, the powder was placed into the crucible. If a solid part is added to accelerate the induction heating process, a small amount of the powder is placed onto the crucible bottom followed by the solid piece. The rest of the powder amount is then poured inside to cover the piece.
- The full crucible and the empty mould are then placed and fixed into the casting chamber.
- Three automated washing cycles were initiated. First, a vacuum is induced. Then, the chamber fills with argon gas up to -0.2 bars.
- The induction heating process is performed. When the sample liquidizes and the desired casting temperature is reached, the casting process is started. Note that the casting of titanium takes no more than 3 seconds, while stainless steel requires about 20 seconds.
- The full mould is then taken out and cooled in water.
- The casting process was performed successfully.
Benefits
- Patented rotating coil system – coil rotates with the arm and mould, keeping the metal in liquid phase during the injection
- Built-in vacuum pump and Argon gas circuit with programmable vacuum/argon washing cycles
- Fully automatic or manual control of the casting process
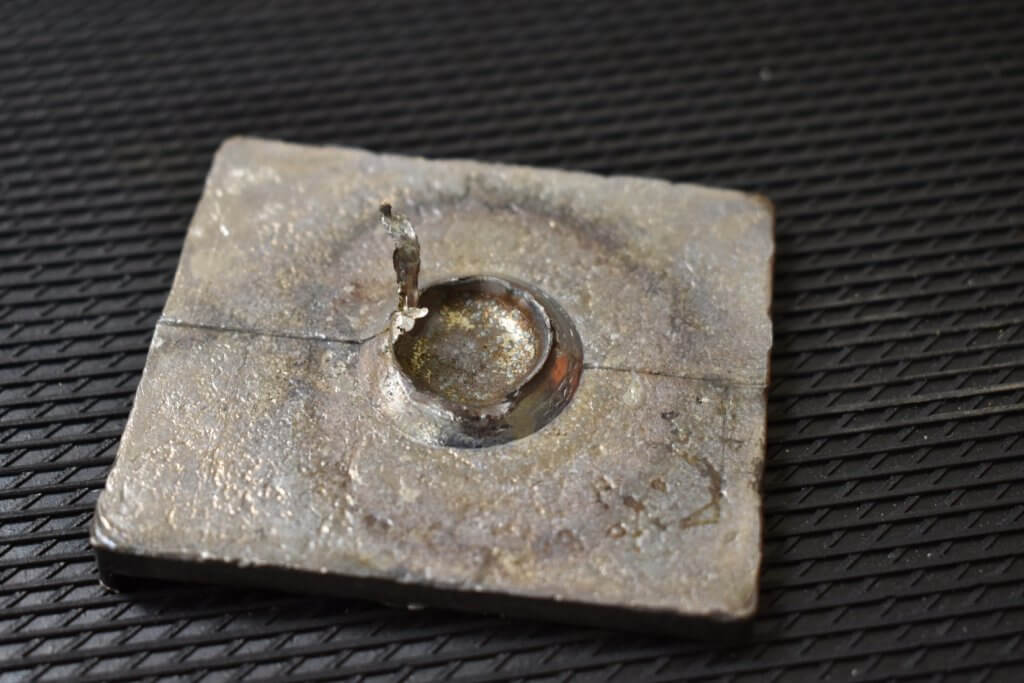
Pictures of the Process



Subscribe to our YouTube Channel
