Objective
In this application test, we braze steel to tungsten carbide in 5 seconds using flux and braze alloy.
Equipment
Ultraheat SBT Series 3kW, 1MHz
Materials
• Steel tool tail and tungsten carbide receiver
• Silver soldering paste (PN:R0113)
• Flux
Key Parameters
Temperature: Approximately 1440°F (780°C)
Process:
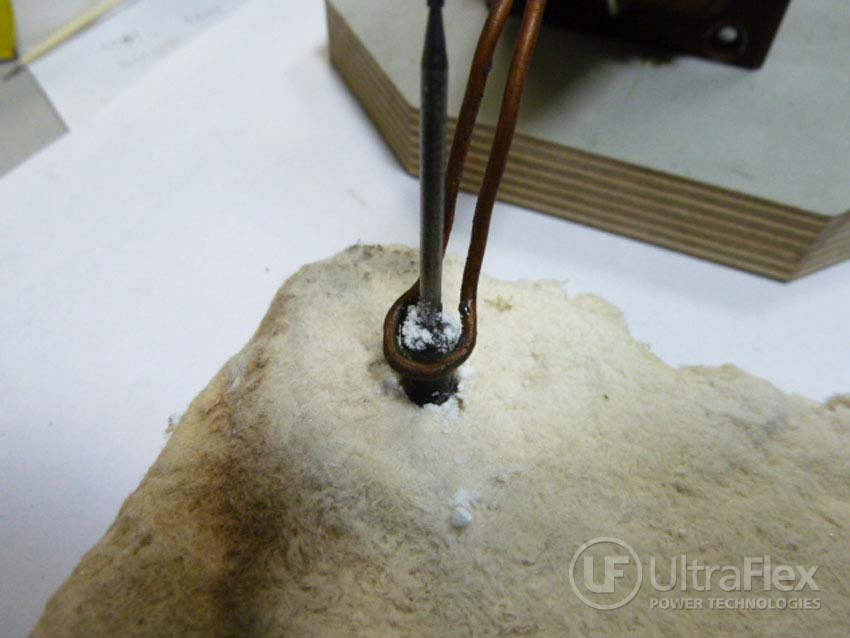
- The first step in this brazing steel to tungsten carbide application is position the steel tool tail into the carbide workpiece hole.
- Brazing paste was then applied around the tool tail close to carbide piece.
- Additional flux was applied over the brazing paste.
- The assembly was positioned in the induction coil.
- Power to the induction system was turned on. The brazing joint was completed in 5 seconds, which was customer’s targeted process time.
- The material was cooled in water following the completion of the braze.
- The joint was then cross-sectioned to validate that the brazing process had produced a strong, high quality joint.
Results/Benefits:
Induction heating provides:
- Strong durable joints
- Selective and precise heat zone, resulting in less part distortion and joint stress than welding
- Less oxidation
- Faster heating cycles
- More consistent results and suitability for large volume production, without the need for batch processing
- Safer than flame brazing
Pictures