
Objective
Debrazing carbide from steel.
Recommended Equipment
The recommended equipment for this application is the UPT L50 with the HS-35LF remote heat station.
Materials:
- Large magnetic steel drill head with carbides. Head is approx. 8” OD x 4” (203.2mm OD x 101.6mm) thick, shaft is 11” (279.4mm) long x 2”(50.8mm) to 5” (127mm) OD.
- Carbides 1.125” (28.5mm) long x 0.75”(19.05mm) OD with dome shaped top attached to the head, recessed approx. 0.8” (20.3mm) into the head.
Power: Up to 36.39kW
Temperature: 1500°F + (815°C+)
Time: Alloy flows at the outer most carbides in 50 seconds. The center and inner carbides start to show alloy dripping at 1 minute and 40 seconds.
Results and Conclusions:
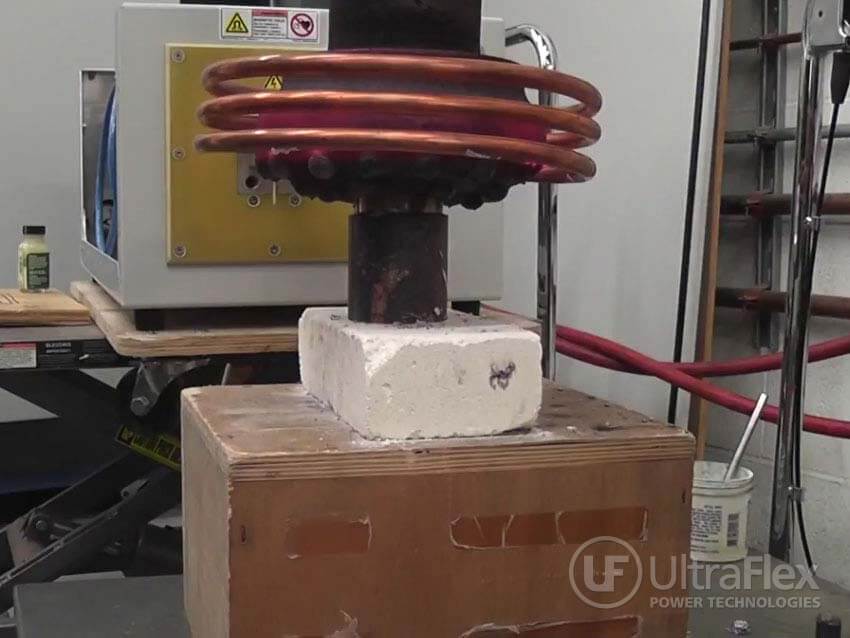
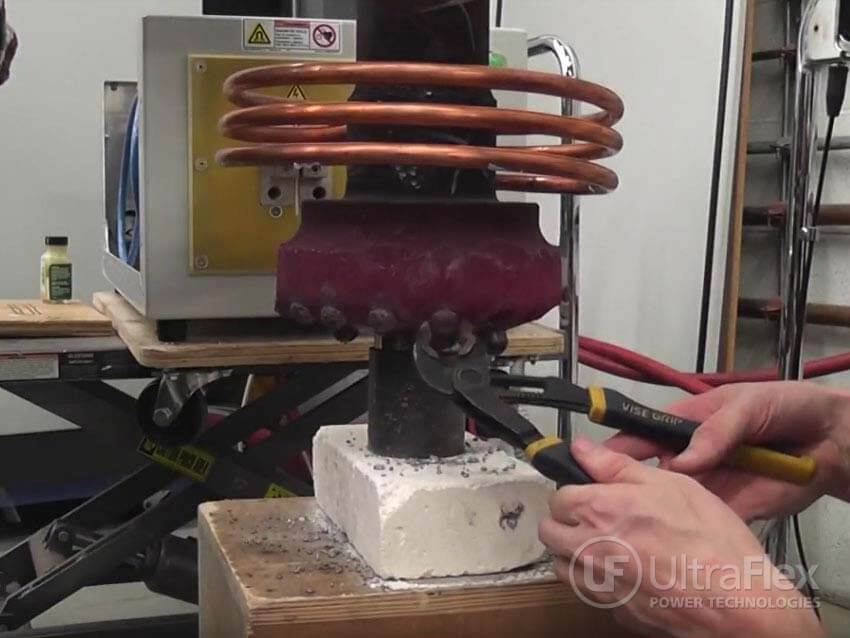
Tests results show that carbide removal is possible. Initially, the part needs to be heated and held at temperature to allow the brazing alloy to drip out. It is important to fixture the part with carbides facing down. An external shock is needed afterwards to shift the carbides out enough to allow them to be grabbed with a set of pliers. Caution: when pulling out the carbides, hot molten brazing alloy can flow out of the holes for the carbides when they are pulled out.
Pictures







Subscribe to our YouTube Channel
Video Test 1
Request information or contact us about this application. Reference info: Application Note 3463-4949
