
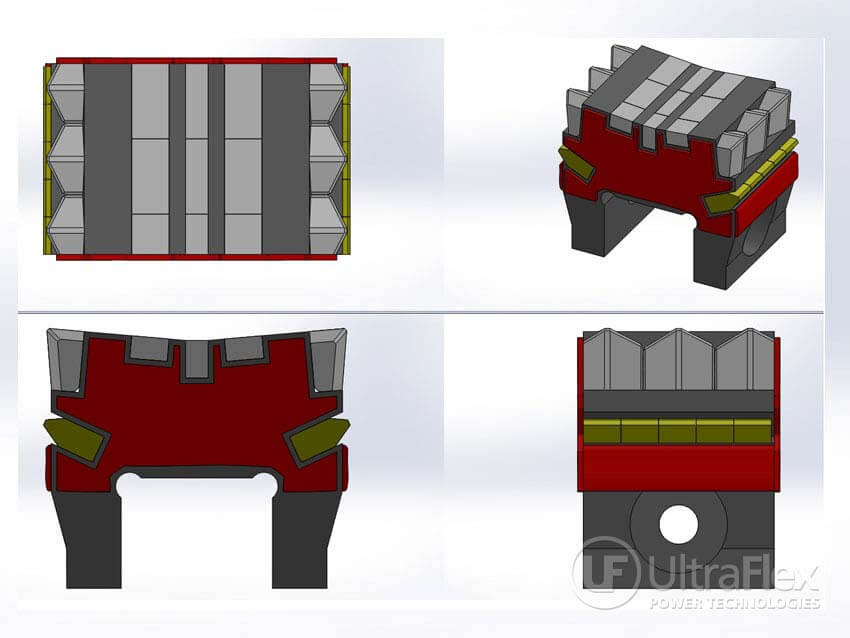
Objective
Carbide tipping of a mining tool
Recommended Equipment
UPT-M35 HS 50kW
Materials
Flux – BrazeTec Special h Paste – 3000006890
Alloy – BrazeTec 4900 BD 3×0.30 – 3000007794
Key Parameters
Power: 35kW
Temperature: 1652°F (900°C)
Time: 8min
Process Steps:
- Cover the mining tool with the flux.
- Put the brazing alloy over the flux.
- Lay the carbide tips on top of the alloy and add flux in the space between the carbide parts.
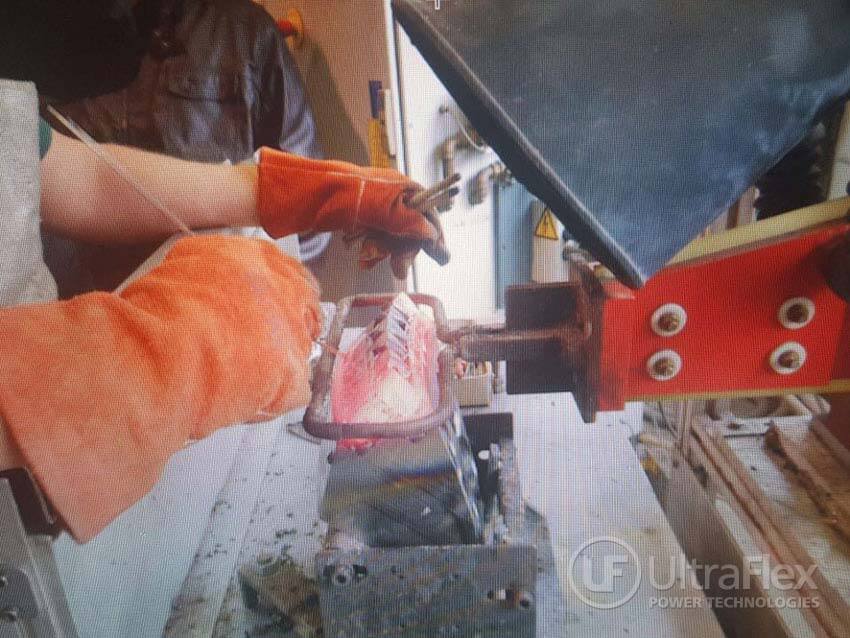
- Heat the mining tool
- Adjust the carbide parts manually after the melting of the alloy
- After the carbide tipping is complete cool the mining tool.
- Strength and durability test – used 10kg hammer to test the joints. Passed the test.
Pictures




Subscribe to our YouTube Channel
Reference info: Application Note 3464-5015
