
Objective
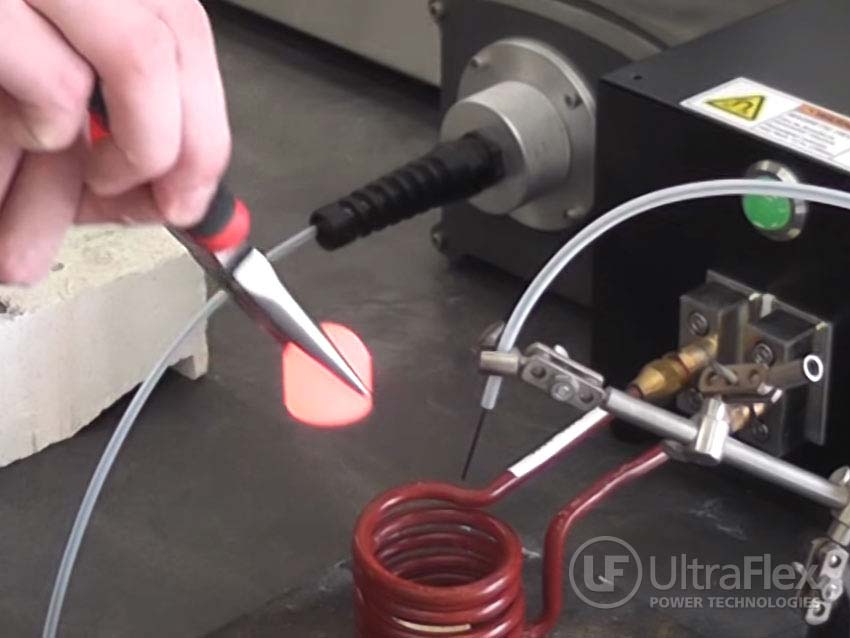
Carbide tipping is a specific brazing process by which a hardened tip material is applied to a base material to produce an extremely hard cutting edge. When using induction heating, the tipping material is brazed to the base material with temperatures up to 1900F (1038C).
Recommended Equipment
The recommended equipment for this test is the UPT-SM5/200 with the HS-4W heat station.
Materials
Carbide – 1”(25.4mm) OD, 1”(25.4mm) high 0.6”(15.24mm) round shaft with 0.4”(10.16mm) tall dome
Key Parameters
Power: 4.5kW
Temperature: 1950°F (1065°C)
Time: 18 seconds average
Materials
Carbide – 0.265”(6.73mm) OD, 0.5”(12.7mm) high
Key Parameters
Power: 2.5kW
Temperature: 1745°F (951°C)
Time: 10 seconds average
Results and Conclusions:
The heat test was successful for both parts. The UPT-SM5/200, a 5kW power supply, was able to heat both parts to over 1400F (760C). The heat time on the 1” (25.4mm) tip can be slightly improved upon by increasing the transformer ratio which will allow the unit to get full 5kW power instead of 4.5kW.
The 0.265” (6.73mm) OD tip can be heated at a much faster rate if the unit is retuned. If you are using a coil specific to this part with the full 5kW output of the system, a heat time of 2-3 seconds can be achieved. At the current settings, the unit only ran at half of its power limit (2.5kW). The heat time can be improved upon even further by changing the coil design to adjust it to the smaller part.
Temperature readings were taken with a Williamson dual wavelength IR system.
Pictures



Subscribe to our YouTube Channel
Video
Request information or contact us about this application. Reference info: Application Note 3464-4916
