
Application Note Objective:
The objective of this application test is to preheat steel mesh so it can be bonded to a synthetic wool filter. The test was conducted with UltraHeat SM – 5 kW induction heating system. The customer was looking to switch from other types of heating to induction heating to improve their manufacturing process, increase their productivity and reliability of the bond.
Process:
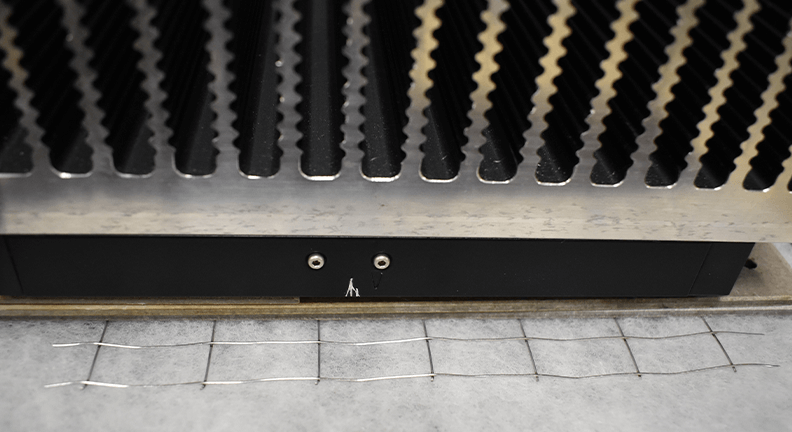
Тhe steel mesh and wool filter are moving on a conveyor line with a variable speed of ~0.1-0.3 m/s. Our goal is to preheat the steel mesh in only 3 zones at a temperature of up to 400 °C (752°F). Once the desired temperature is reached, the steel mesh is bonded to the filter. The applied pressure is one of the most critical factors in applications of this kind.
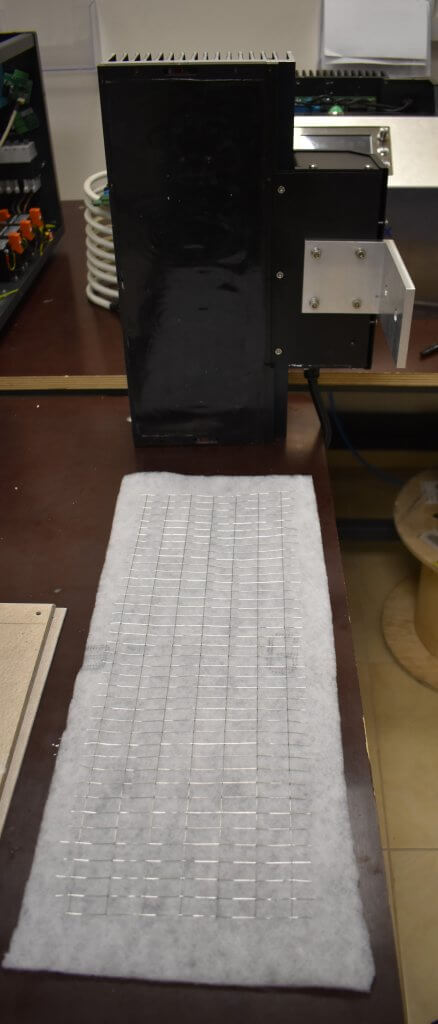
To achieve even heat, a flat induction sealing coil is used to distribute the temperature to the heating zones. Good contact between the two materials is ensured during the heating cycle. To start the process, the synthetic wool filter is positioned onto a flat surface. The steel mesh is laid on top of the filer and the two materials are pressed by the coil. The induction bonding process is completed within 1.5 seconds. After the induction heating process is completed the bonded materials will be rolled together.
Equipment:
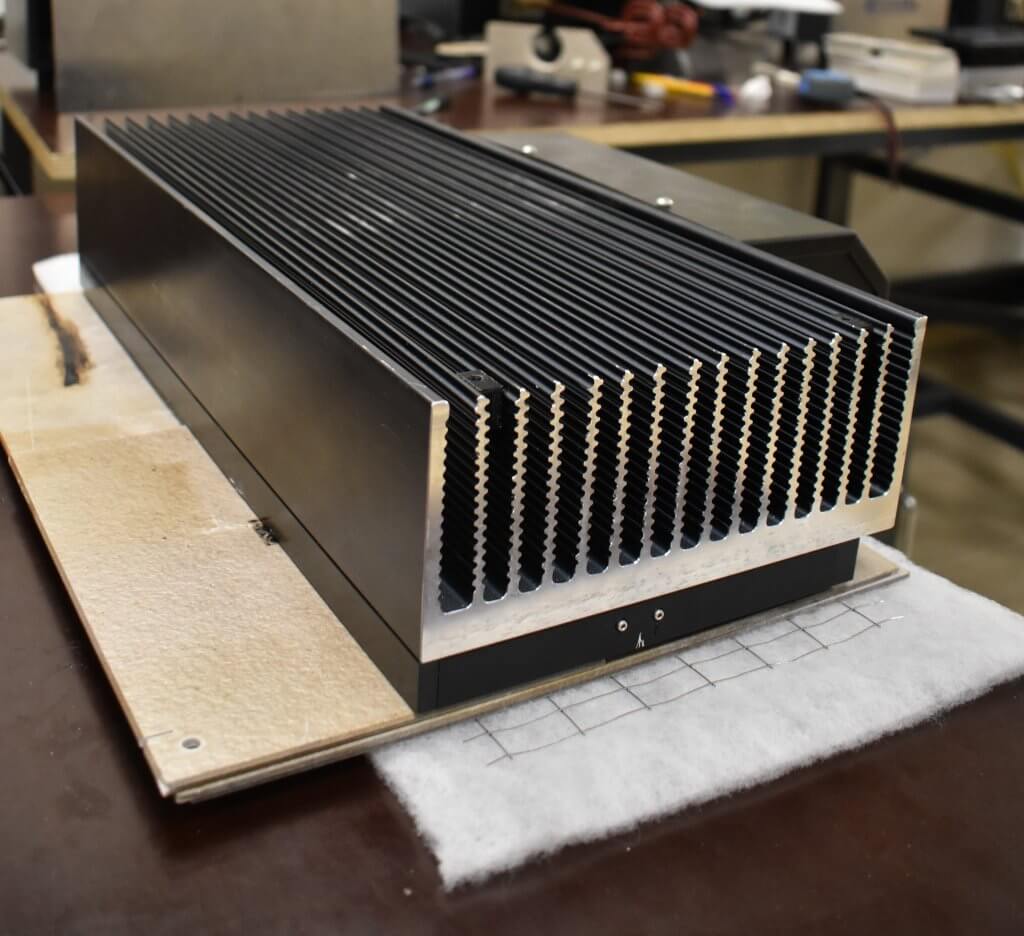
UltraHeat SM – 5 kW induction heating system is used for this bonding application. Because of its compact design, the induction power supply unit can easily be integrated into a conveyor line. The adaptive digital phase control provides efficient operation in the desired frequency range. IR camera is used to track the temperature pattern. The special induction sealing coil prevents the burning of the synthetic wool and at the same time ensures proper heat distribution for a strong and precise induction bonding application.
Read more about other induction bonding applications.
To request more information about this particular Application test, please contact us.
Reference Info: Application Note #3464-6669
Pictures
Subscribe to our YouTube Channel
Videos
