")
Application: Annealing
Industry: Manufacturing
Application Objectives:
A new customer in the manufacturing industry is looking to replace manual torch heating to improve the process of heating, by securing better quality, repeatability, and increasing production efficiency. They have sent UltraFlex Power Technologies aluminum extrusion samples for testing an annealing application prior to bending. Their process is fully automated, and they would need an automation system from us to keep production volumes high and rely on high-quality solutions.
The challenge:
UltraFlex started preparations with primary calculations of sizing the equipment and suitable coil design options. The challenge was to heat the aluminum extrusion along the width of the part up to 800 °F uniformly. The heat cycle must be between 10-20 seconds, and coil must be easily removable from the part. Lab tests should verify the configuration of the system set-up.
Equipment: SOLO-16 with HS-24 and handheld U-braze with 6 ft flex leads, Tempilaq Paint 700 and 800 °F,
Materials: Aluminum Extrusions – 2 widths 2.36” & 4” – 2.36” thick both types.
Key Parameters:
- Heated zone: Machined section across the width of the extrusion, coil can be in front or back
- Max Temperature: 800 °F
- Heat Cycle: 10-20 seconds
- Duty Cycle: Continuous
Process:
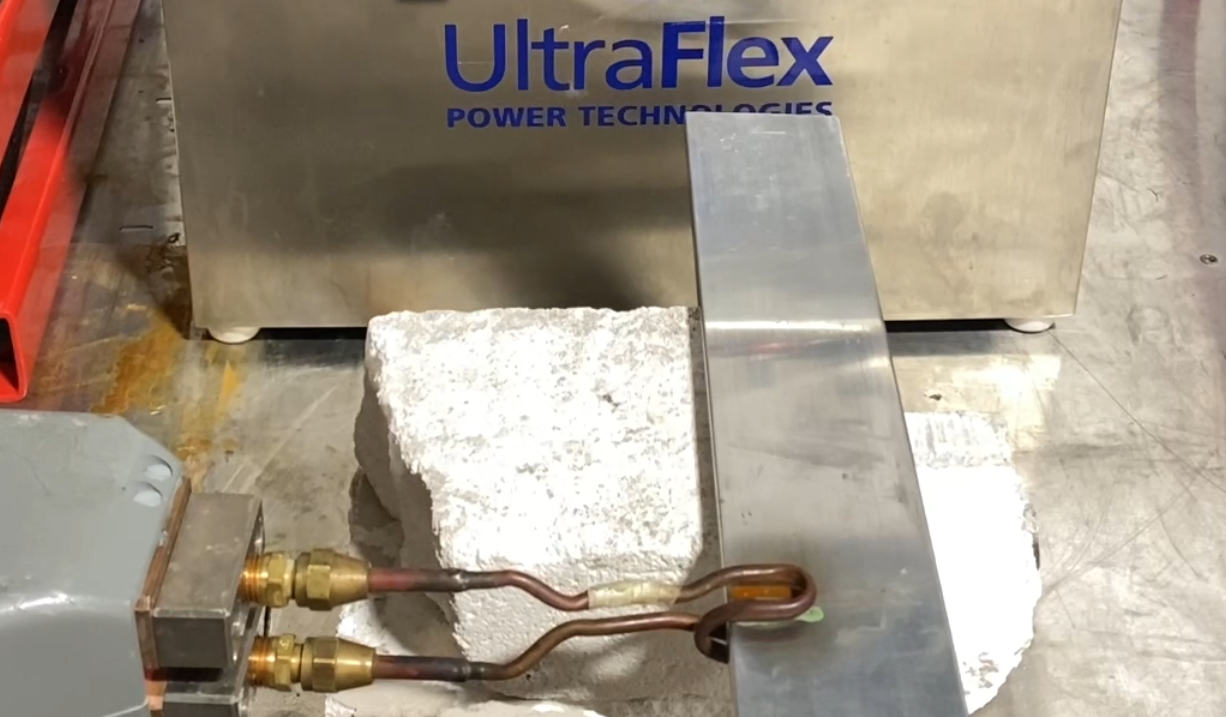
First the extrusion is heated and after that is moved to a bending press, once bent another extrusion is placed into the coil section. Coil would need to be moved in and out of position, so flex leads would be required. For testing we used our Solo 16 model, with a 6-ft flex leads U-Braze handheld device, connected to the heat station. This allows us to simulate the flex leads as they would be used in real process. On the front of the U-Braze, we connected multiple different coils to show the variety of options for this kind of application. We used a split coil, an open-ended coil and a helical coil. We did 3 tests, varying with set points from 50 to 75% and different frequencies.
Results and Conclusions:
Testing shows that the SOLO-16 model can do the in the specified time limit. It had the power to work with the 6 ft flex leads that are connected to the U-braze gun so the flex leads should be no problem. The coil that worked best for this application was the one used in the last test – the helical coil. The more turn made the heating more efficient and slightly faster.
Reference Info: AR 3463-8341
Pictures




Subscribe to our YouTube Channel
Video
