Casting Machines
Induction casting machines help companies optimize and control their casting process while improving energy efficiency, increasing repeatability, and productivity. The main goal of Ultraflex is to offer the most efficient centrifugal and pressure induction casting technologies to save time and money for all customers. Utilizing our core competencies in engineering, we can offer a wide range of high-quality induction casting equipment systems that are well used in the jewelry and industrial casting industries.
Industrial induction casting is a manufacturing process during which a liquid metal is injected by centrifugal force into a mold of the desired shape. Once the metal is solidified, the mold is either ejected or broken.
Our centrifugal casting machines rotate the mold and crucible simultaneously at a very high speed, injecting the molten metal into the mold. The patented Rotating Coil System continues to provide power by rotating the coil with the arm and mold, keeping the metal in a liquid phase during the injection. The metal easily spreads along the walls of the mold where it solidifies. The solidification process usually starts from the outside to the core. The whole process is completed within 5 minutes.
UltraFlex industrial casting machines are suitable for titanium casting, where Alpha case is minimized, due to a controlled, protective gas atmosphere. Employing them for the high-precision casting of other metals and alloys (both lost wax and solid mold casting) is also common.
Most of our customers use the industrial casting equipment for the development of metallurgical samples which later undergo x-ray analyses, re-melting, a fusion of metal alloys and powders, casting of AAS, ICP, as well as casting of high-precision, near-net-shape, and 3D printed waxes. Learn more about Materials Research & Testing.





Principles of Operation
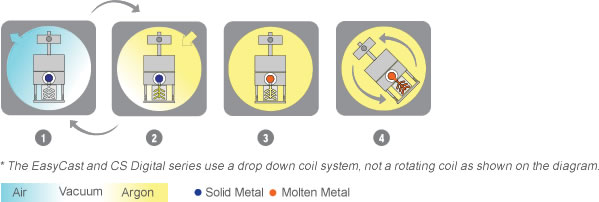
SUPERCAST, EASYCAST*, CS DIGITAL*
Air purging ![]()
![]()
To secure optimal environment for clean and successful casting, the melting chamber is consecutively deep vacuumed (1) and refilled with argon (2). This process is cycled several times to make sure all oxygen is entirely evacuated. The last stage is backfilling the chamber with argon to prepare it for melting and casting.
Melting ![]()
Heating is turned on as soon as the chamber is backfilled with argon. An optical sensor is continuously monitoring the alloy temperature as a built-in temperature controller is following the best temperature profile.
The alloy is also visible through a view-finder for better process control.
Injection and Compression ![]()
When the molten alloy reaches casting temperature, an injection and compression cycle is started by following a precise spin profile. It makes sure that the right centrifugal force and right force duration is applied for successful casting. A patented technology utilizes non-interrupted heating process to avoid premature alloy solidification.
Material Loading ![]()
Ingots or scrap are loaded prior to process initiation.
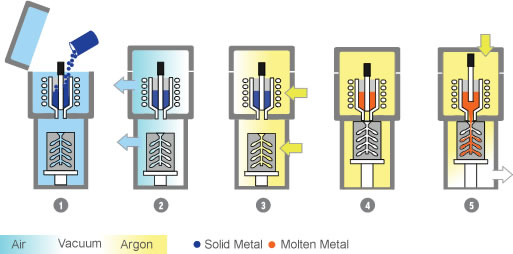
Air purging ![]()
![]()
To secure optimal environment for clean and successful casting, both melting and casting chambers are consecutively deep vacuumed (2) and refilled with argon (3). This process is cycled several times to make sure all oxygen is entirely evacuated. The last stage is backfilling the chambers with argon to prepare them for melting and casting.
Melting ![]()
Heating is turned on as soon as both chambers are backfilled with argon and the flask is raised up to position. An optical sensor is continuously monitoring the alloy temperature as a built-in temperature controller is following the best temperature profile. The alloy is also visible through a view-finder for better process control.
Injection and Compression ![]()
When the molten alloy reaches casting temperature, an injection and compression cycle is started by raising the plunger and applying the right pressure and vacuum. Pressure is applied to the melting chamber, while vacuum is pulled from the casting chamber. That eliminates miscasting and significantly reduces shrinkage porosity. For the best results, a precise vacuum/ pressure profile is followed for the whole duration of the injection and compression phase.