
Objective
Evenly heat the titanium billet and bring it to forging temperatures
Materials
- 2’’ x 2’’ Titanium Billet
- Custom Ultraflex coil
Results and Conclusions:
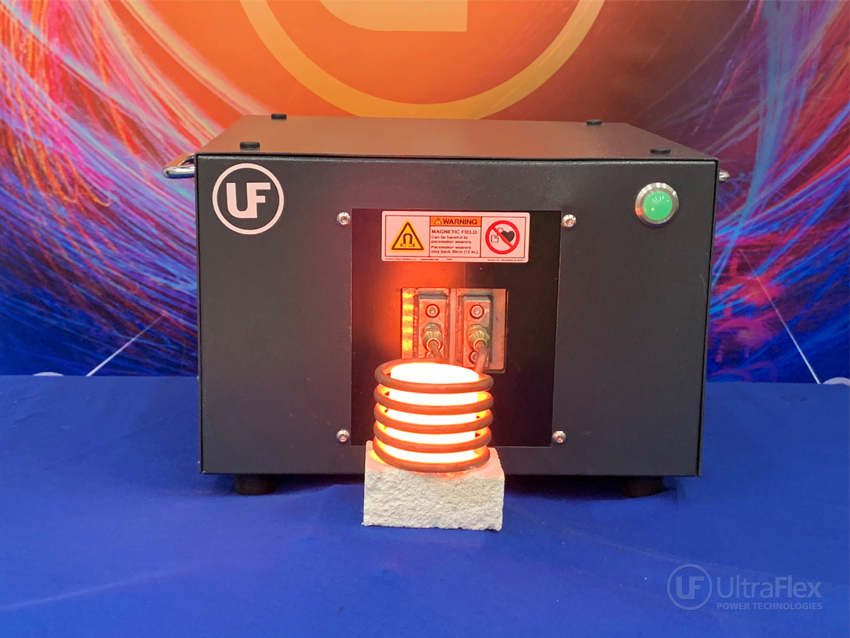
Previously the billet was heated in an industrial oven, which was a slow and inefficient process. In order to improve electrical efficiency and cycle time induction heating was used. The temperature was monitored in the center using an infrared pyrometer to make sure the billet was through heated and ready for forging. The billet was heated for 55 seconds using 15 kW. Low frequency was utilized to increase penetration depth to more efficiently heat the whole billet.
Benefits
- Safer heating
- Precise control over time and temperature resulting in improved quality and consistent result
- Energy efficient heating
Pictures
Subscribe to our YouTube Channel
Video
