
Objective
The objective of the application test is brazing aluminum to aluminum in less than 15 seconds. We have aluminum tubing and an aluminum “receiver”. The brazing alloy is an alloy ring, and has a flow temperature of 1030°F (554°C).
Equipment
Ultraheat UPT-S5 Power Supply
HS-4 Heat Station
Induction coil
Materials
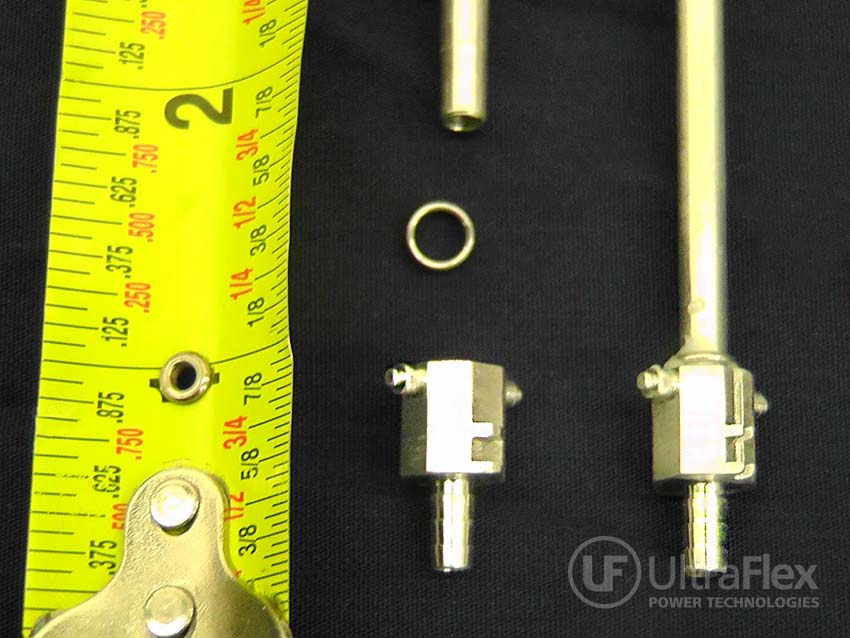
• Aluminum tube: 0.167” (4.242mm) OD, 0.108” (2.743mm) ID
• Aluminum component: ID .1675” (4.255mm), depth .288” (7.315mm),
chamfer at top area is 0.2375” (6.033mm) ID max
• Braze alloy in the form of two-turn alloy ring
• Flux
Key Parameters
Temperature: 1030°F (554°C)
Power: 2 kW
Time: 14 seconds
Process:
- The Aluminum component and tube were assembled together with the alloy ring. Flux was added.
- The part was positioned in the induction coil.
- Several tests were conducted with different cycle times to confirm the heating time for a good braze.
- At 15 seconds the assembly melted.
- At 14 seconds, we had success for brazing aluminum to aluminum, and a good quality braze joint was achieved.
Results/Benefits:
The 5 kW system requested by the customer, will meet the customer’s time requirements for brazing.
- Precise control of the time and temperature
- Power on demand with rapid heat cycles
- Repeatable process, not operator dependent
- Safe heating with no open flames
- Energy efficient heating
Pictures







Subscribe to our YouTube Channel
Video
Request information or contact us about this application.
