
Objective
The goal for our customer was to replace their hand soldering process with induction to improve quality, repeatability, and to minimize the process time required for each connector assembly. We designed a new induction coil for soldering coaxial cables to their copper connectors and conducted a series of tests on two of our induction heating systems to compare the performance of each system.
Equipment
Ultraheat SBT-3
Equipment
Ultraheat SH-2
TEST 1
Materials
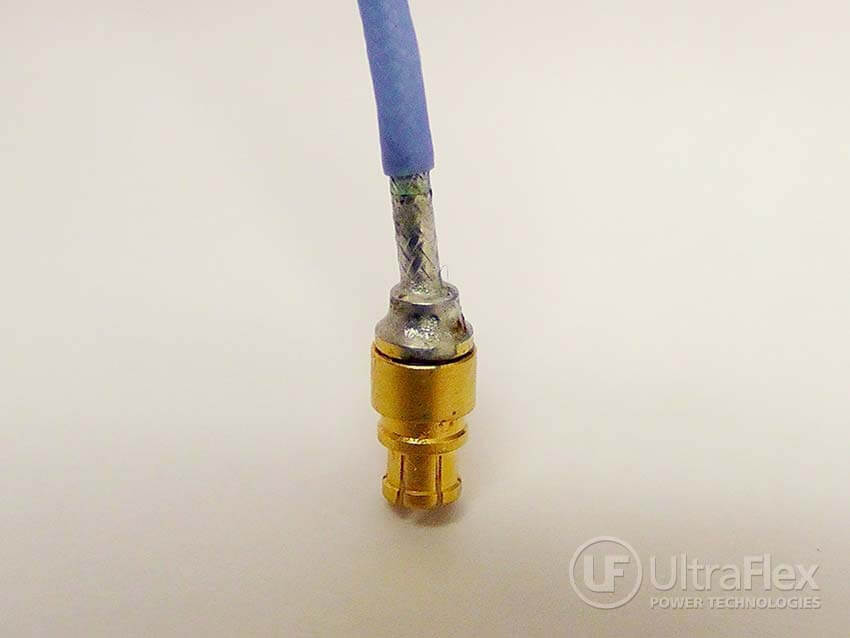
• Flex cable
• Brass ferrule
Key Parameters
Power: 2.4 kW
Temperature: ~400°F (204°C)
Time: 2.4 seconds
TEST 2
Materials
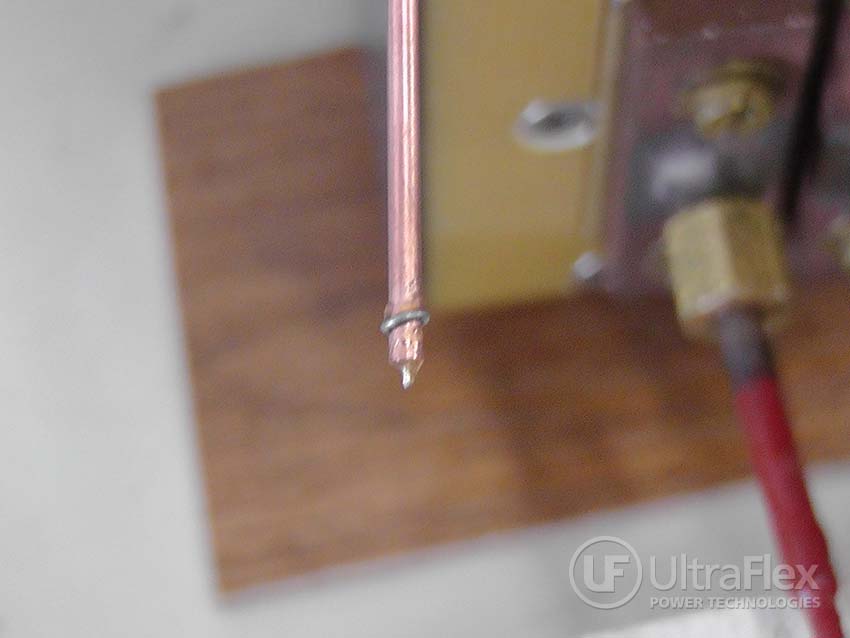
• Solid copper lead
• Brass ferrule
Key Parameters
Power: 2.4 kW
Temperature: ~400°F (204°C)
Time: 3 seconds
TEST 3
Materials
• Flex cable
• Brass ferrule
Key Parameters
Power: 0.4 kW
Temperature: ~400°F (204°C)
Time: 3 seconds
TEST 4
Materials
• Solid copper lead
• Brass ferrule
Key Parameters
Power: 0.4 kW
Temperature: ~400°F (204°C)
Time: 4 seconds
Process:
- Solder alloy used for the process is “rosin core solder” (flux in the core). As this solder was not available in the lab, we demonstrated the process using a low temperature solder 63/37 wire (solder wire diameter 0.022″ (0.56mm) and added a light coating of solder flux to the wire and lead.
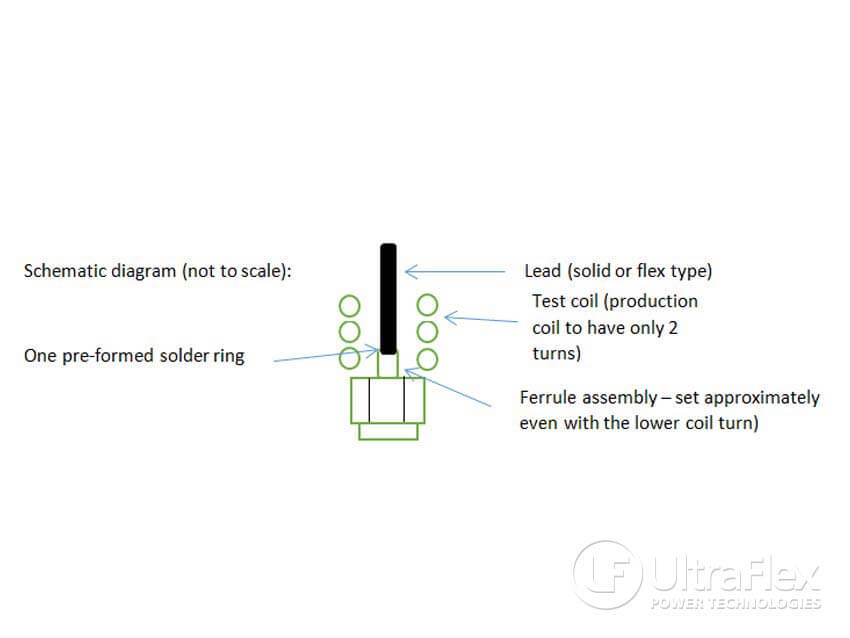
- A single pre-formed wrap of the alloy was made to fit the OD of the lead wire (flexible or solid). The assembly base (ferrule assembly) was located in the coil with the ferrule portion set approximately level with the lower coil turn (sketch attached). It should be noted that the production coil height can be reduced by using a 2 turn coil in place of the 3 turn lab coil to shorten the heat zone)
- Utilizing the high frequency SB-3 power supply the heating time to affect the solder flow and joint was 2.4 to 3 seconds depending on the use of a flex lead or a solid copper lead.
- Utilizing the high frequency SH 2-350 power supply the heating time to affect the solder flow and joint was 3 to 4 seconds depending on the use of a flex lead or a solid copper lead. (These tests were completed to evaluate a smaller power supply for the process. Although operation frequency is lower, the process was successful with a less expensive unit.
- Equal time to the heat cycle is required to insure the molten alloy solidifies prior to removal of the assembly from the load-coil.
Results:
Using the Ultraheat SB-3 system or the Ultraheat SH-2 provides a very selective heat zone with rapid process time as demonstrated. This will greatly improve the current process with regard to time. The use of a pre-formed alloy ring will provide a repeatable process using the same amount of alloy for each joint and create a quality end finish on every assembly made.
Pictures





Videos
Video SB
Video SM
For more examples of soldering coaxial cables, please see the following:
Request information or contact us about this application. Reference Info: Application Note 3463-4142